精密磨制开槽刀片的制作方法
本技术涉及精密加工技术及精密加工设备,特别涉及精密加工使用刀具,具体的,是一种精密磨制开槽刀片。
背景技术:
1、开槽刀片是车削刀具的一种,最常用的场合就是对工件进行开槽加工。
2、现阶段使用的开槽刀片一般采用一侧开设开槽刃部,通过装夹于加工设备上对应进行工件的开槽,具有如下需要解决问题:
3、1)开槽刀片的开槽刃部和刀片本体为一体化设置,即刀片本体的边缘就为开槽刃部,且刀片本体与开槽刃部宽度规格一致,加工定位通过刀片本体进行,刀片本体的精度不足,且无法对应的进行开槽刃部的独立精准定位,影响加工精度;
4、2)开槽刃部一般为直接于刀片本体上直接加工尖刃状加工体获得,开槽刃部和刀片本体平直式连接,进行开槽加工时,没有对应开槽刃部的排屑部,加工屑容易堆积至加工设备的装夹处,需定时清理,影响加工效率。
5、因此,需要提供一种精密磨制开槽刀片来解决上述问题。
技术实现思路
1、本实用新型的目的是提供一种精密磨制开槽刀片。
2、本实用新型通过如下技术方案实现上述目的:
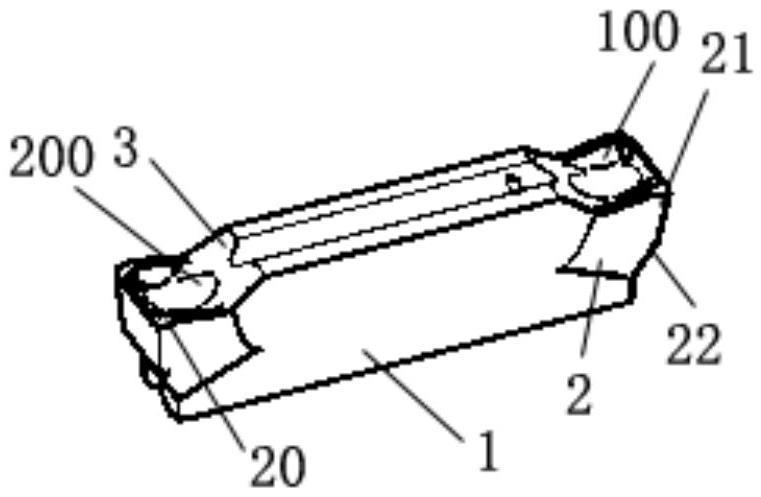
3、一种精密磨制开槽刀片,包括刀片本体,刀片本体端部设置的通过精密磨制而成的开槽刃部;
4、开槽刃部包括对应设置于外侧边缘的开槽刃,开槽刃呈斜向外设置形成顺畅进刀的主切削单元,主切屑单元和刀片本体连接处为用于顺畅排屑的斜向状的副切削单元,组合形成顺畅进刀排屑式开槽刀片结构。
5、进一步的,主切削单元的主切削面的斜度为17.5°±0.2°。
6、进一步的,副切削单元的副导屑面斜度为45°。
7、进一步的,开槽刃部宽度小于刀片本体,且开槽刃部左右两侧空间对应刀片本体形成开槽刃部避空对应部,形成开槽刃部独立定位式开槽刀片结构。
8、进一步的,开槽刃部的外侧边缘呈弧形状设置。
9、进一步的,开槽刃部的外侧顶端层斜向上圆弧斜坡过度连接结构,形成顺畅进刀式开槽刃结构。
10、进一步的,刀片本体两端均设置有开槽刃部。
11、与现有技术相比,本实用新型通过主切屑单元和副切削单元,组合形成顺畅进刀排屑式开槽刀片结构,通过开槽刀刃部的独立避空设置,实现开槽刃的独立精准定位,保证加工效率和加工精度。
技术特征:
1.一种精密磨制开槽刀片,其特征在于:包括刀片本体,刀片本体端部设置的通过精密磨制而成的开槽刃部;
2.根据权利要求1所述的一种精密磨制开槽刀片,其特征在于:主切削单元的主切削面的斜度为17.5°±0.2°。
3.根据权利要求2所述的一种精密磨制开槽刀片,其特征在于:副切削单元的副导屑面斜度为45°。
4.根据权利要求3所述的一种精密磨制开槽刀片,其特征在于:开槽刃部宽度小于刀片本体,且开槽刃部左右两侧空间对应刀片本体形成开槽刃部避空对应部,形成开槽刃部独立定位式开槽刀片结构。
5.根据权利要求4所述的一种精密磨制开槽刀片,其特征在于:开槽刃部的外侧边缘呈弧形状设置。
6.根据权利要求5所述的一种精密磨制开槽刀片,其特征在于:开槽刃部的外侧顶端层斜向上圆弧斜坡过度连接结构,形成顺畅进刀式开槽刃结构。
7.根据权利要求6所述的一种精密磨制开槽刀片,其特征在于:刀片本体两端均设置有开槽刃部。
技术总结
本技术精密磨制开槽刀片,包括刀片本体,刀片本体端部设置的通过精密磨制而成的开槽刃部;开槽刃部包括对应设置于外侧边缘的开槽刃,开槽刃呈斜向外设置形成顺畅进刀的主切削单元,主切屑单元和刀片本体连接处为用于顺畅排屑的斜向状的副切削单元,组合形成顺畅进刀排屑式开槽刀片结构。
技术研发人员:白淼,敖英男
受保护的技术使用者:无锡锐志方达金属科技发展有限公司
技术研发日:20220927
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!