一种空调外机阀门盖定位工装的制作方法
本技术涉及空调组装,具体涉及一种空调外机阀门盖定位工装。
背景技术:
1、空调外机通过阀门盖避免空调外机受到碰撞时阀门发生损伤,阀门盖的装配方式通常采用卡扣+螺丝的组合固定方式,如图1所示,阀门盖2上配有三个卡扣21和一个螺丝安装孔22,装配时,先将阀门盖2与空调外机1的侧板11通过三个卡扣21滑插连接,然后往螺丝安装孔22中打螺丝,实现阀门盖2的固定。
2、目前,阀门盖装配工序已基本实现自动化,前端的自动扣合工位负责将阀门盖2扣合在空调外机1的侧板11上,此工序中,先将阀门盖2抵在侧板11安装位,再托住阀门盖2底部上推将卡扣21扣合到侧板11的卡槽中,完成扣合安装,然后空调外机1通过输送机构4到达后端的自动打螺丝工位,如图2所示,在此过程中,由于震动等原因,阀门盖2容易松动,出现向下偏移,导致阀门盖2的螺丝安装孔22与侧板11的螺纹孔出现错位,使得自动打螺丝设备无法准确地向螺丝安装孔22中打螺丝,大大降低了自动打螺丝的成功率,同时,强行打螺丝容易出现装配不良,甚至损坏螺纹孔或阀门盖2。
技术实现思路
1、本实用新型的目的在于提供一种空调外机阀门盖定位工装,以解决现有阀门盖自动装配工序中,因阀门盖松动、螺丝孔错位,导致自动打螺丝失败的问题。
2、为实现上述目的,本实用新型采用的技术方案如下:
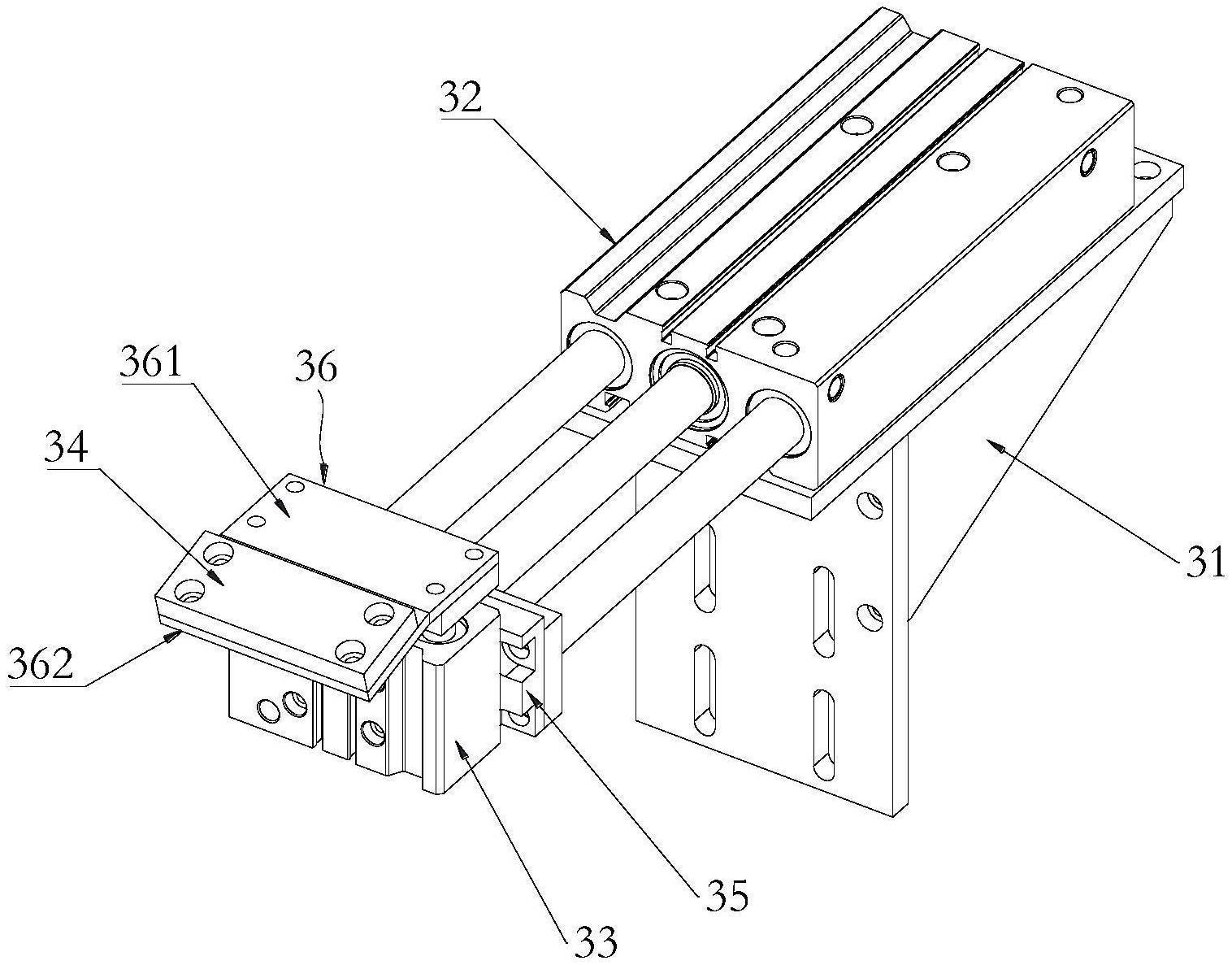
3、一种空调外机阀门盖定位工装,包括支架、y轴驱动器、z轴驱动器和推板;
4、所述推板设置在所述z轴驱动器上,所述z轴驱动器设置在所述y轴驱动器上,所述y轴驱动器设置在所述支架上;
5、所述y轴驱动器用于驱动所述z轴驱动器沿y轴方向往返运动,所述z轴驱动器用于驱动所述推板沿z轴方向往返运动。
6、进一步地,所述支架设置在一输送机构的一侧,所述输送机构用于沿x轴方向输送空调外机。
7、进一步地,所述支架能够沿x轴方向与所述输送机构可拆卸连接。
8、进一步地,所述输送机构包括线体和工艺板,所述工艺板设置在所述线体上,所述空调外机放置在所述工艺板上。
9、进一步地,所述y轴驱动器的输出端设置有第一连接件,所述z轴驱动器设置在所述第一连接件上。
10、进一步地,所述z轴驱动器的输出端设置有第二连接件,所述推板设置在所述第二连接件上。
11、进一步地,所述第二连接件包括水平板和角度调节板;
12、所述水平板连接在所述z轴驱动器的输出端上,所述角度调节板向下倾斜地连接在所述水平板远离所述y轴驱动器一侧,所述推板34设置在所述角度调节板上。
13、进一步地,所述角度调节板与所述水平板之间的夹角可调。
14、进一步地,所述推板采用聚氨酯材料制成。
15、进一步地,所述y轴驱动器和所述z轴驱动器采用驱动气缸或伺服电缸。
16、应用本实用新型的技术方案,空调外机输送到自动打螺丝工位时,y轴驱动器动作,带动z轴驱动器和推板一起运动到阀门盖的正下方,然后z轴驱动器动作,带动推板向上推动阀门盖,将移位的阀门盖推回到原位,使得阀门盖的螺丝安装孔与侧板的螺纹孔对齐,满足自动打螺丝要求,从而提高自动装配效率和产品合格率。
17、可见,本申请的空调外机阀门盖定位工装,通过对阀门盖进行二次定位,从而消除螺丝孔错位引起的自动打螺丝失败现象。
技术特征:
1.一种空调外机阀门盖定位工装,其特征在于:包括支架(31)、y轴驱动器(32)、z轴驱动器(33)和推板(34);
2.根据权利要求1所述的空调外机阀门盖定位工装,其特征在于:所述支架(31)设置在一输送机构(4)的一侧,所述输送机构(4)用于沿x轴方向输送空调外机(1)。
3.根据权利要求2所述的空调外机阀门盖定位工装,其特征在于:所述支架(31)能够沿x轴方向与所述输送机构(4)可拆卸连接。
4.根据权利要求2所述的空调外机阀门盖定位工装,其特征在于:所述输送机构(4)包括线体(41)和工艺板(42),所述工艺板(42)设置在所述线体(41)上,所述空调外机(1)放置在所述工艺板(42)上。
5.根据权利要求1所述的空调外机阀门盖定位工装,其特征在于:所述y轴驱动器(32)的输出端设置有第一连接件(35),所述z轴驱动器(33)设置在所述第一连接件(35)上。
6.根据权利要求1所述的空调外机阀门盖定位工装,其特征在于:所述z轴驱动器(33)的输出端设置有第二连接件(36),所述推板(34)设置在所述第二连接件(36)上。
7.根据权利要求6所述的空调外机阀门盖定位工装,其特征在于:所述第二连接件(36)包括水平板(361)和角度调节板(362);
8.根据权利要求7所述的空调外机阀门盖定位工装,其特征在于:所述角度调节板(362)与所述水平板(361)之间的夹角可调。
9.根据权利要求1所述的空调外机阀门盖定位工装,其特征在于:所述推板(34)采用聚氨酯材料制成。
10.根据权利要求1所述的空调外机阀门盖定位工装,其特征在于:所述y轴驱动器(32)和所述z轴驱动器(33)采用驱动气缸或伺服电缸。
技术总结
本技术提供了一种空调外机阀门盖定位工装,包括支架、Y轴驱动器、Z轴驱动器和推板;所述推板设置在所述Z轴驱动器上,所述Z轴驱动器设置在所述Y轴驱动器上,所述Y轴驱动器设置在所述支架上;所述Y轴驱动器用于驱动所述Z轴驱动器沿Y轴方向往返运动,所述Z轴驱动器用于驱动所述推板沿Z轴方向往返运动。本技术的空调外机阀门盖定位工装,通过对阀门盖进行二次定位,消除因螺丝孔错位引起的自动打螺丝失败现象,提高自动装配效率和产品合格率。
技术研发人员:丁贤林,张朋涛,刘超,王健
受保护的技术使用者:珠海格力智能装备有限公司
技术研发日:20220927
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!