粗冲、锻压复合式全自动生产线的制作方法
本技术属于机械设备,涉及粗冲、锻压复合式全自动生产线。
背景技术:
1、锻压是金属加工的主要方法和手段之一,是利用锻压机械使金属坯料金属发生塑性变形和断裂来加工成零件的加工方法。
2、锻压在国民经济中占有举足轻重的地位,是装备制造、机械、汽车、军工、航空航天工业中不可或缺的加工工艺,随着经济结构调整的不断深化,锻压行业将越来越受到重视,因此锻压业的发展变得尤为重要,目前的锻压过程中,涉及到的各种机械设备及零部件都还存在较大的提升改进空间,相关技术领域的研发人员还在为能提高加工效率和提升产品质量而不断研发改进各种相关机械设备及零部件中。
3、在锻压加工中,为了确保锻压加工的加工质量,在进行精加工前需要进行一次粗加工成型工作,在加工的过程中,需要人工进行加工工序之间的加工转移,加工工序繁琐,且加工效率较低,无法满足目前行业中的需求;且在进行精加工锻压工序时,加工前需要将坯料升温至合适的加工温度;因此,若加工的过程中升温工序与精锻压工序之间的加工连续性不足时,坯料的温度会下降导致精锻压的加工质量较差,无法满足加工需求。
技术实现思路
1、为了解决上述技术问题,本实用新型采用了以下技术方案:
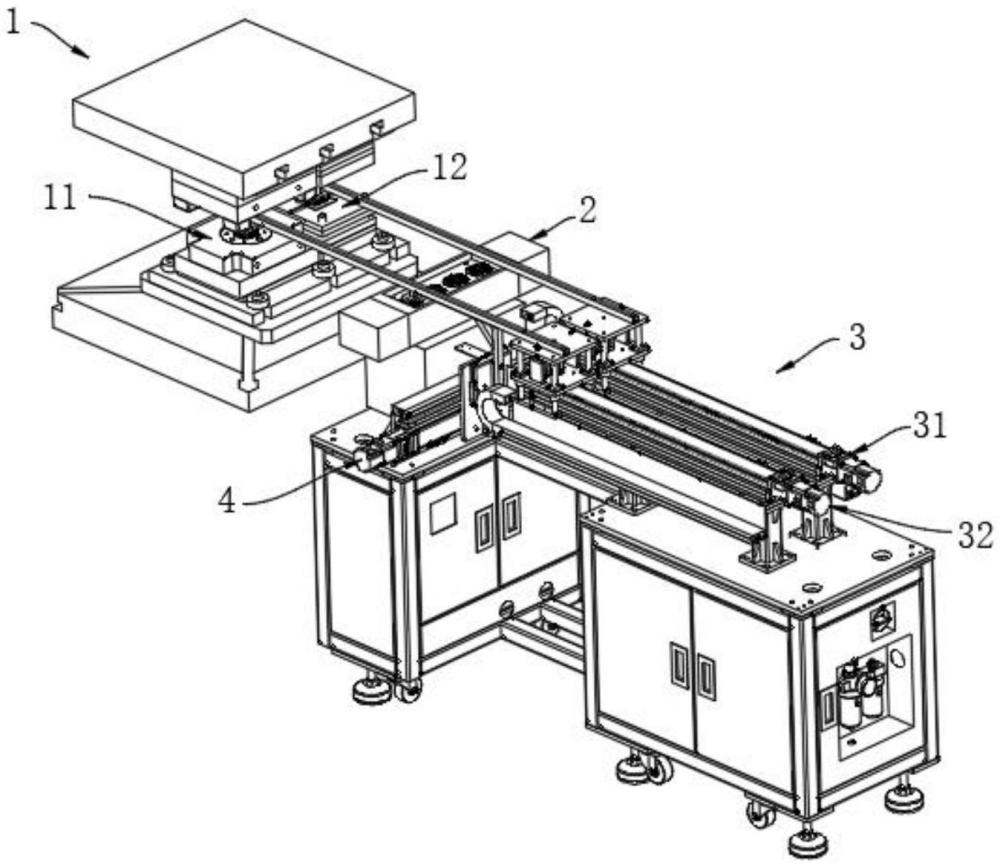
2、粗冲、锻压复合式全自动生产线,包括:锻压机床、高温加热炉、转料下料装置;
3、锻压机床内设置有粗冲工位及锻压工位,由锻压机床实现粗冲及锻压工作;
4、转料下料装置中包括一组转料机构及一组下料机构,且转料机构与下料机构平行设置,通过转料机构从锻压机床中的粗冲工位中取出坯料放置于高温加热炉中;
5、再通过下料机构从高温加热炉中取出坯料送入至锻压机床中的锻压工位中,最后再通过该下料机构从锻压工位中送出,实现出料。
6、作为本实用新型进一步的方案:锻压机床中设置有加工模具,加工模具中设置有复合设置的粗冲模芯及锻压模芯;
7、粗冲工位设置于粗冲模芯中,锻压工位设置于锻压模芯内。
8、作为本实用新型进一步的方案:转料下料装置中的转料机构及下料机构中的结构相同,均包括:取料直线模组,该取料直线模组向锻压机床方向延伸并向该方向运动工作;
9、取料直线模组的滑动部上安装有一组取料升降模组,取料升降模组的升降部上安装有取料延伸臂,且取料延伸臂向锻压机床方向延伸;取料延伸臂的末端安装有取料吸头。
10、作为本实用新型进一步的方案:高温加热炉的炉池呈条形结构炉池,炉池内预设有多个工位位置,多个工位位置从转料下料装置的转料机构延伸至下料机构位置;
11、高温加热炉的侧端位置上还设置有一组炉内转料机构,通过炉内转料机构将高温加热炉的炉池内的坯料从前一个工位位置送至下一个工位位置。
12、作为本实用新型进一步的方案:炉内转料机构包括:一组与高温加热炉水平布置的转料直线模组,该转料直线模组的滑动部上安装有一组转料升降模组,转料升降模组的升降模组上安装有转料支架,该转料支架由转料立杆及转料横杆组成,转料立杆及转料横杆垂直配合,形成直角形架体结构;
13、转料横杆的末端安装有转料吸头。
14、作为本实用新型进一步的方案:取料吸头由抽真空阀,该抽真空阀的吸口竖直向下;
15、抽真空阀上安装有真空吸盘,真空吸盘上设置有多个阵列排布的抽气孔用于坯料的稳定吸附取料。
16、本实用新型的有益效果:
17、1、通过复合型的加工模具及转料下料装置的配合,实现锻压加工中的粗加工及精加工的复合加工工作,且加工的过程中的加工连续性更强,尤其是坯料升温加工后可以快速的送入至精加工工序中,能够有效的提高加工效率,提高加工质量。
18、2、采用新型高温加热炉结构及配套工作的炉内转料机构实现步进式换料工作,可以有效的确保坯料在炉内可以升温至预期的加工温度,同时也可以确保转料机构及下料机构从炉池内放置或取出坯料时不需要再进行调整,提高加工效率。
19、3、采用新型的取料吸头可以确保在坯料取料的过程中,可以实现稳定且高效的取料工作,取料时平稳性更高,且取料、放料的精准性更高。
技术特征:
1.粗冲、锻压复合式全自动生产线,其特征在于,包括:锻压机床、高温加热炉、转料下料装置;
2.根据权利要求1所述的粗冲、锻压复合式全自动生产线,其特征在于,锻压机床中设置有加工模具,加工模具中设置有复合设置的粗冲模芯及锻压模芯;
3.根据权利要求1所述的粗冲、锻压复合式全自动生产线,其特征在于,转料下料装置中的转料机构及下料机构中的结构相同,均包括:取料直线模组,该取料直线模组向锻压机床方向延伸并向该方向运动工作;
4.根据权利要求1所述的粗冲、锻压复合式全自动生产线,其特征在于,高温加热炉的炉池呈条形结构炉池,炉池内预设有多个工位位置,多个工位位置从转料下料装置的转料机构延伸至下料机构位置;
5.根据权利要求4所述的粗冲、锻压复合式全自动生产线,其特征在于,炉内转料机构包括:一组与高温加热炉水平布置的转料直线模组,该转料直线模组的滑动部上安装有一组转料升降模组,转料升降模组的升降模组上安装有转料支架,该转料支架由转料立杆及转料横杆组成,转料立杆及转料横杆垂直配合,形成直角形架体结构;
6.根据权利要求3或5任一项所述的粗冲、锻压复合式全自动生产线,其特征在于,取料吸头由抽真空阀,该抽真空阀的吸口竖直向下;
技术总结
本技术公开了粗冲、锻压复合式全自动生产线,锻压机床内设置有粗冲工位及锻压工位,由锻压机床实现粗冲及锻压工作;转料下料装置中包括一组转料机构及一组下料机构,且转料机构与下料机构平行设置,通过转料机构从锻压机床中的粗冲工位中取出坯料放置于高温加热炉中;再通过下料机构从高温加热炉中取出坯料送入至锻压机床中的锻压工位中,最后再通过该组取料机构从锻压工位中送出,实现出料;通过复合型的加工模具及转料下料装置的配合,实现锻压加工中的粗加工及精加工的复合加工工作,且加工的过程中的加工连续性更强,尤其是坯料升温加工后可以快速的送入至精加工工序中,能够有效的提高加工效率,提高加工质量。
技术研发人员:黄彬,何世文,吴春涛,陶蜜,邓芳,邓港
受保护的技术使用者:东莞市世高智能科技有限公司
技术研发日:20220926
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!