一种板材折弯工装的制作方法
本技术属于板材加工机械领域,特别涉及一种板材折弯工装。
背景技术:
1、目前,金属板材的折弯工艺,主要是利用压力机械将金属板材折弯成型,大多厂家的折弯工装由压头及底座构成,待折弯钢板放置底座上,液压驱动装置驱动压头快速向下运动,对放置于底座上的钢板进行折弯。
2、但如果是已经过预加工的板材,则无法完成对预加工板材的折弯,传统折弯模具无法适用于已预加工开过通孔、预压筋、凹坑或者段差情况的板材,无法准确地控制板材折弯的位置,无法做到段差折弯和预压筋后的避让折弯,不能适用不同的折弯板材要求。
技术实现思路
1、本实用新型提出一种板材折弯工装,在机身框架上设置三轴丝杠模组,可实现板材架的前后左右上下的自由移动,板材架上设置有若干定位块对板材进行定位,折弯模具的上压头和下压块均经过拼接结构设计,移动调节不同位置以适用不同的折弯板材,从而解决了上述问题。
2、本实用新型的技术方案是这样实现的:
3、一种板材折弯工装,包括:
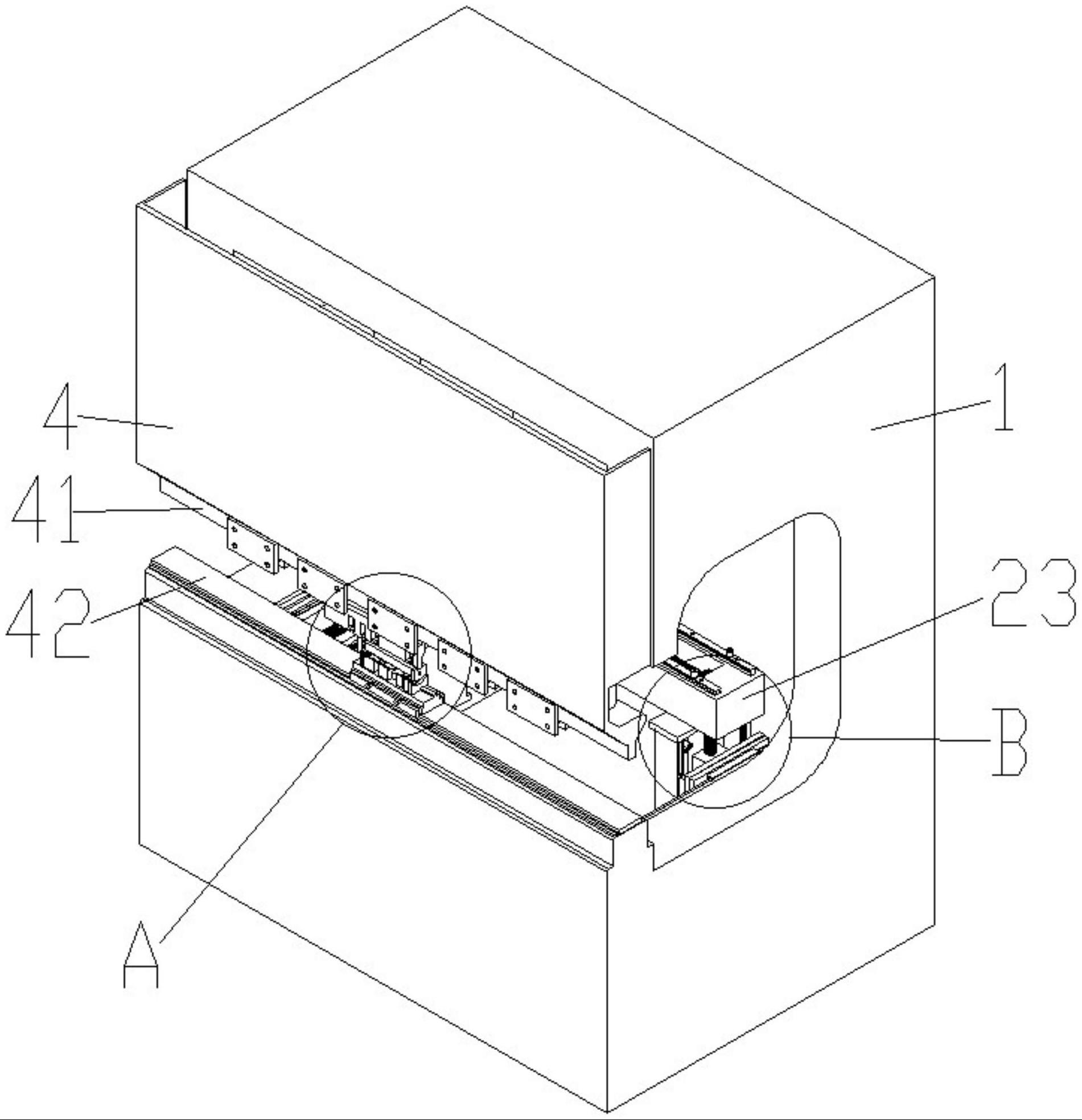
4、机身框架,所述机身框架为其它组件的整体支撑框架;
5、移动滑组,所述移动滑组包括前后移动滑组、上下移动滑组和左右移动滑组;所述前后移动滑组沿前后方向设置在机身框架内,实现板材架前后方向的移动;所述上下移动滑组竖直设置在前后移动滑组内侧,实现板材架上下方向的移动;所述左右移动滑组横向设置在上下移动滑组上,实现板材架左右方向的移动;
6、板材架,所述板材架设置在左右移动滑组上,板材架上设置有若干用于对预加工板材进行定位的定位块;
7、折弯压机,所述折弯压机设置在机身框架上,用于对预加工板材加压折弯;
8、所述折弯压机包括折弯模具,所述折弯模具包括上压组和下压组;所述上压组包括上压板和位于上压板下方的上模;所述上压板的下端开设有若干t型开槽,所述上模通过位于t型开槽中的螺栓与上压板固定连接;所述上模为三块矩形压块,其下端面均设置为圆弧型,左侧压块的圆弧直径小于中间的圆弧直径,中间的圆弧直径小于右侧的圆弧直径;所述下压组包括若干间隔一定距离的下模,所述若干下模位于在上模的下方,所述每个下模的上表面均开设有与其上方对应的上模相同弧度的凹槽,所述上模下压时压入下模的凹槽内。
9、作为一种优选实施方式,所述前后移动滑组由两个丝杠模组a组成,两个丝杠模组a分别固定设置在机身框架左右两内侧。
10、作为一种优选实施方式,所述上下移动滑组由两个丝杠模组b组成,所述两个丝杠模组b的滑台分别与左右两个丝杠模组a的滑台垂直固定连接。
11、作为一种优选实施方式,所述左右移动滑组包括丝杠模组c,所述丝杠模组c的两端固定架设在左右两个丝杠模组b上。
12、作为一种优选实施方式,所述板材架由两个左右并排且相隔一定距离的支撑架组成;所述支撑架包括支撑架第一段,所述支撑架第一段的一端固定设置在丝杠模组c的滑台上,所述支撑架第一段的另一端开设有开口,所述开口处销轴连接有支撑架第二段,所述开口处底部设置有与支撑架第一段固定连接设置的卡板,所述卡板上开设有螺纹孔,螺纹孔内旋入螺栓将支撑架第二段紧固;所述支撑架第二段的末端设置有与其螺栓连接的支撑架第三段。
13、作为一种优选实施方式,所述定位块包括固定设置在支撑架第一段上的矩形块a;还包括固定设置在右侧支撑架第一段上的矩形块b,所述矩形块b位于矩形块a的前方;还包括固定设置在支撑架第三段末端的l型定位板,右侧l型定位板上设置有开口向前的u型定位块。
14、作为一种优选实施方式,所述上压组还包括固定设置在机身框架上的压缸,所述压缸伸缩杆的端部固定设置有上压座,所述上压座下端通过螺栓固定连接有若干夹紧板,所述夹紧板的下端设置有上压板;所述下压组还包括固定设置在机身框架上的下压座,所述下压座上固定设置有滑动板,所述滑动板通过螺栓和钢板与下压座夹紧固定;所述滑动板上设置有移动滑轨,所述下模的下端开设滑槽,所述下模通过滑槽间隔设置在滑动板上,所述下模的间隔处设置有隔离块,下模的凹槽设有倒角。
15、采用了上述技术方案后,本实用新型的有益效果是:
16、设置三轴丝杠模组,实现板材架在三个方向上的自由移动,将板材要折弯处移动至折弯压机处进行折弯,同时板材架上设置的若干定位块,只需要人工将板材放置板材架上贴近定位块即可完成定位,对板材的定位简单方便并且准确,折弯模具的上模和下模均经过多块拼接结构设计,位置调节方便,面对已预加工开过通孔、预压筋、凹坑或者段差情况的板材,也可以准确地控制板材折弯的位置,做到段差折弯和预压筋后的避让折弯,能适用不同的折弯板材、满足各部位折弯半径及角度符合图纸要求。
技术特征:
1.一种板材折弯工装,其特征在于,包括:
2.根据权利要求1所述的一种板材折弯工装,其特征在于,所述前后移动滑组(21)由两个丝杠模组a组成,两个丝杠模组a分别固定设置在机身框架(1)左右两内侧。
3.根据权利要求2所述的一种板材折弯工装,其特征在于,所述上下移动滑组(22)由两个丝杠模组b组成,所述两个丝杠模组b的滑台分别与左右两个丝杠模组a的滑台垂直固定连接。
4.根据权利要求3所述的一种板材折弯工装,其特征在于,所述左右移动滑组(23)包括丝杠模组c,所述丝杠模组c的两端固定架设在左右两个丝杠模组b上。
5.根据权利要求4所述的一种板材折弯工装,其特征在于,所述板材架(3)由两个左右并排且相隔一定距离的支撑架(31)组成;所述支撑架(31)包括支撑架第一段(311),所述支撑架第一段(311)的一端固定设置在丝杠模组c的滑台上,所述支撑架第一段(311)的另一端开设有开口,所述开口处销轴连接有支撑架第二段(312),所述开口处底部设置有与支撑架第一段(311)固定连接设置的卡板(313),所述卡板(313)上开设有螺纹孔,螺纹孔内旋入螺栓将支撑架第二段(312)紧固;所述支撑架第二段(312)的末端设置有与其螺栓连接的支撑架第三段(314)。
6.根据权利要求5所述的一种板材折弯工装,其特征在于,所述定位块包括固定设置在支撑架第一段(311)上的矩形块a(32);还包括固定设置在右侧支撑架第一段(311)上的矩形块b(33),所述矩形块b(33)位于矩形块a(32)的前方;还包括固定设置在支撑架第三段(314)末端的l型定位板(34),右侧l型定位板(34)上设置有开口向前的u型定位块(35)。
7.根据权利要求6所述的一种板材折弯工装,其特征在于,所述上压组(41)还包括固定设置在机身框架(1)上的压缸,所述压缸伸缩杆的端部固定设置有上压座(414),所述上压座(414)下端通过螺栓固定连接有若干夹紧板(415),所述夹紧板(415)的下端设置有上压板(411);所述下压组(42)还包括固定设置在机身框架(1)上的下压座(422),所述下压座(422)上固定设置有滑动板(423),所述滑动板(423)通过螺栓(424)和钢板(425)与下压座(422)夹紧固定;所述滑动板(423)上设置有移动滑轨,所述下模(421)的下端开设有滑槽,所述下模下模(421)通过滑槽间隔设置在滑动板(423)上,所述下模(421)的间隔处设置有隔离块(426),下模(421)的凹槽设有倒角。
技术总结
本技术属于板材加工机械领域,特别涉及一种板材折弯工装,包括机身框架,移动滑组,板材架,折弯压机;移动滑组带动支撑板材的板材架在前后左右上下的自由移动,将板材要折弯处移动至折弯压机处;同时,板材架上设置有若干定位块对板材进行定位,折弯压机的的折弯模具为拼接结构设计,能实现段差折弯和预压筋后避让折弯,保证一次性折弯,借此,该工装对板材的定位简单可靠,折弯模具的设计安装方式能适用不同预加工板材的折弯需要,折弯效率高,能满足各部位折弯半径及角度符合图纸要求。
技术研发人员:孙治国
受保护的技术使用者:青岛玉衡铝业科技有限公司
技术研发日:20220928
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!