定位设备以及电池生产线的制作方法
本技术涉及电池,尤其涉及一种定位设备以及电池生产线。
背景技术:
1、电池生产包括多个生产步骤,例如卷芯、焊接、注液以及封装等,举个例子,卷芯之后的多个电池需要依次放入到焊接工位与汇流排进行焊接,焊接工位包括传输设备,传输设备包括第一驱动件以及传输件,卷芯之后的产品放入到传输件上,由第一驱动件驱动传输件间歇运动,使得位于传输件上的电池经过焊接工位停顿,焊接结束后被传输走,由于第一驱动件长时间驱动,其工作原理决定其长时间工作会有一定的误差累计,造成每次停止的位置有偏差,对于焊接工位来说,由于电池上焊点面积小,激光焊接对于电池的定位要求很高,不允电池有位置偏差;不仅仅是焊接工位,注液工位等也对电池的定位有很高的精度要求,现有的传输设备无法满足电池生产时对于高精度位置的要求,导致各工位的制造经常出现偏差,降低电池的成品质量。
2、因此,亟需设计一种定位设备以及电池生产线,以解决电池在工位传输的过程中定位不准的问题。
技术实现思路
1、本实用新型的目的在于提供一种定位设备,能够规避传输设备的位置误差,准确定位电池。
2、本实用新型的另一个目的在于提供一种电池生产线,能够提高电池的成品质量。
3、为达此目的,本实用新型采用以下技术方案:
4、定位设备,用于对传输设备传送并定位的电池进行二次定位,上述传输设备包括第一驱动件以及传输件,上述电池能被置于上述传输件上,上述第一驱动件能驱动上述传输件运动并带动上述电池间歇运动,上述定位设备包括:
5、第一夹持装置,包括第一夹持机构,上述第一夹持机构设置在上述传输件的一侧;以及
6、第二夹持装置,包括第二夹持机构,上述第二夹持机构设置在上述传输件的另一侧;上述第一夹持机构与上述第二夹持机构共同夹紧上述电池以重新定位上述电池。
7、可选地,上述第一夹持装置还包括第一架,上述第一夹持机构包括:
8、第二驱动件,设置在上述第一架上;以及
9、第一夹持件,上述第一夹持件朝向上述电池的一侧面与上述电池形状适配。
10、可选地,上述第一夹持件包括:
11、本体部,一端呈u型结构设置,上述u型结构的两端能与上述电池抵接;以及
12、定位块,突出设置于上述本体部的另一端;上述传输件包括传输架以及定位座,上述定位座位于上述第一夹持件伸出方向的前方,上述定位座与上述第一夹持件避让设置。
13、可选地,上述第一夹持件还包括磁吸件,上述定位块上开设安装槽,上述磁吸件安装于上述安装槽内并能吸附上述电池。
14、可选地,第二夹持装置还包括第二架,上述第二夹持机构包括:
15、第三驱动件,安装在上述第二架上;
16、第一安装件,与上述第三驱动件的输出端传动连接;
17、夹持组件,包括第二夹持件以及胶套,上述第二夹持件与上述第一安装件传动连接,上述胶套套设于上述第二夹持件上并能与上述电池抵接。
18、可选地,上述夹持组件还包括:
19、第二安装件,上述第二安装件能沿预设方向相对上述第一安装件滑动,上述第二安装件一端安装有上述第二夹持件;以及
20、弹性件,一端与上述第一安装件连接,另一端与上述第二安装件的另一端连接。
21、可选地,上述第一安装件包括:
22、第一安装板,设置在上述第三驱动件的输出端;
23、第二安装板,一端与上述第一安装板连接;以及
24、第三安装板,一端与上述第二安装板的另一端连接;上述弹性件一端与上述第三安装板的另一端连接,第二安装件能沿上述第二安装板滑动。
25、可选地,上述第二夹持机构还包括第一导向组件,上述第一导向组件设置在上述第一安装件与上述第二安装件之间,上述第一导向组件包括:
26、第一导轨,设置在上述第一安装件上并沿预设方向延伸;以及
27、第一滑块,安装在上述第二安装件上并与上述第一导轨滑动配合连接。
28、可选地,上述第二夹持机构还包括第二导向组件,上述第二导向组件包括:
29、第二导轨,设置在第三驱动件上并沿预设方向延伸;
30、第二滑块,包括相连并呈夹角设置的第一边板与第二边板,上述第一边板设置在上述第三驱动件的输出端,所第二边板与上述第二导轨滑动配合连接;上述第一安装件安装于上述第二滑块上。
31、电池生产线,包括操作系统,上述操作系统设置有传输设备以及操作工位,上述传输设备用于间歇传送电池至上述操作工位,上述操作系统还包括上述的定位设备,上述定位设备用于对位于上述操作工位上的上述电池进行重新定位。
32、本实用新型的有益效果在于:
33、本实用新型提供一种定位设备,通过第一夹持机构以及第二夹持机构分别设置在传输件的两侧,在传输件停止传输时,第一夹持机构与第二夹持机构共同夹持电池以重新定位电池,第一夹持机构以及第二夹持机构不与传输件同时运动,规避了传输件由于驱动件本身的原因造成电池定位位置偏差的问题,使得电池生产的各个工位能对重新定位的电池进行精准的操作,保证各个工位操作的有效性,同时避免由于电池定位不准造成的操作件与电池发生碰撞变形。
34、本实用新型还提供一种电池生产线,通过采用上述定位设备,使得采用传输设备传输电池并依次对电池实施操作的各个工位均能与电池正对,提高了对电池操作的精准性,进而提高了保证操作有效且质量,提高电池的成品质量。
技术特征:
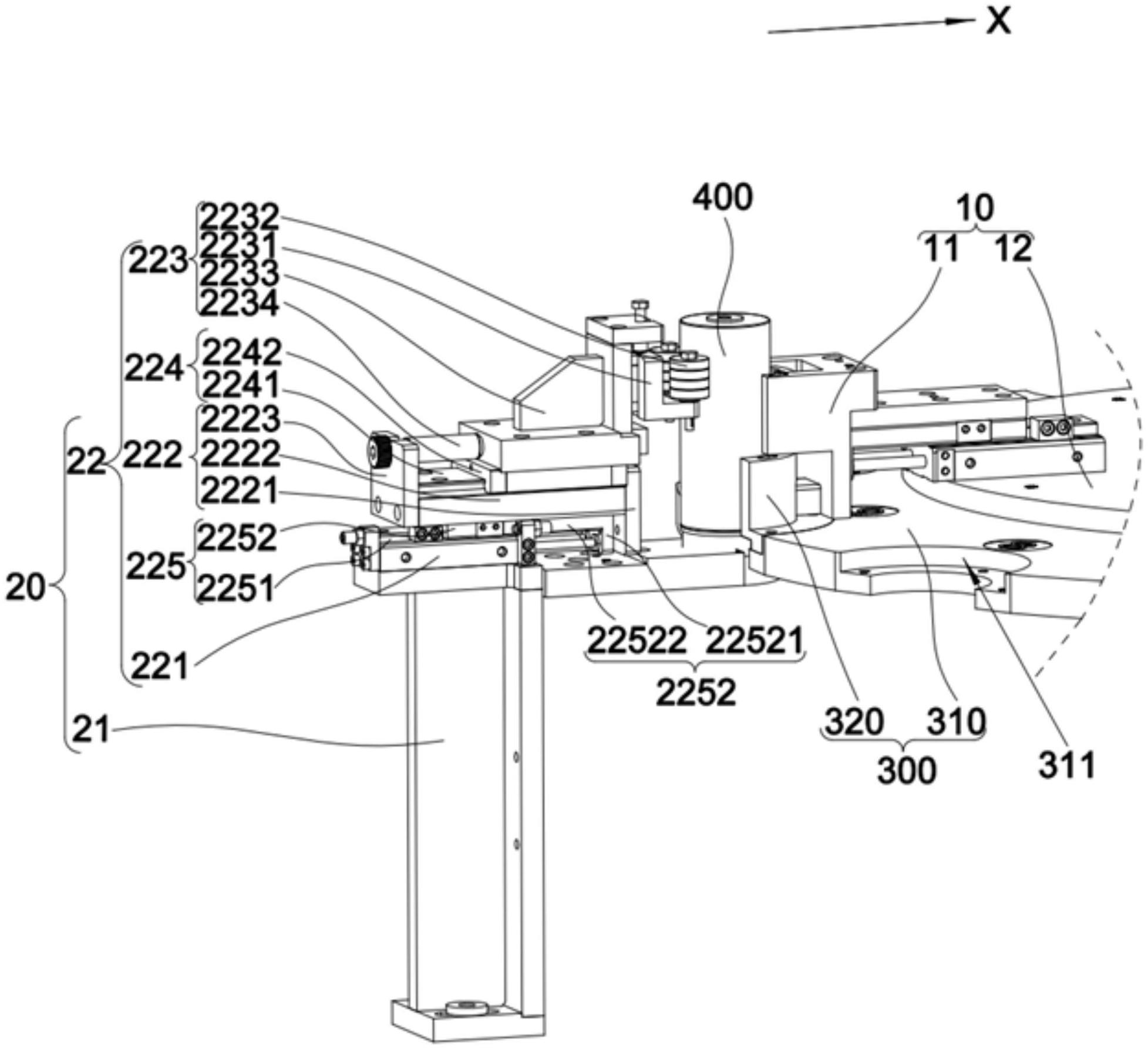
1.定位设备,用于对传输设备(300)传送并定位的电池(400)进行二次定位,所述传输设备(300)包括第一驱动件以及传输件(310),所述电池(400)能被置于所述传输件(310)上,所述第一驱动件能驱动所述传输件(310)运动并带动所述电池(400)间歇运动,其特征在于,所述定位设备包括:
2.根据权利要求1所述的定位设备,其特征在于,所述第一夹持装置(10)还包括第一架(12),所述第一夹持机构(11)包括:
3.根据权利要求2所述的定位设备,其特征在于,所述第一夹持件(112)包括:
4.根据权利要求3所述的定位设备,其特征在于,所述第一夹持件(112)还包括磁吸件,所述定位块(1122)上开设安装槽(11221),所述磁吸件安装于所述安装槽(11221)内并能吸附所述电池(400)。
5.根据权利要求1-4任一项所述的定位设备,其特征在于,第二夹持装置(20)还包括第二架(21),所述第二夹持机构(22)包括:
6.根据权利要求5所述的定位设备,其特征在于,所述夹持组件(223)还包括:
7.根据权利要求6所述的定位设备,其特征在于,所述第一安装件(222)包括:
8.根据权利要求6所述的定位设备,其特征在于,所述第二夹持机构(22)还包括第一导向组件(224),所述第一导向组件(224)设置在所述第一安装件(222)与所述第二安装件(2233)之间,所述第一导向组件(224)包括:
9.根据权利要求8所述的定位设备,其特征在于,所述第二夹持机构(22)还包括第二导向组件(225),所述第二导向组件(225)包括:
10.电池生产线,包括操作系统,所述操作系统设置有传输设备(300)以及操作工位(311),所述传输设备(300)用于间歇传送电池(400)至所述操作工位(311),其特征在于,所述操作系统还包括如权利要求1-9任一项所述的定位设备,所述定位设备用于对位于所述操作工位(311)上的所述电池(400)进行重新定位。
技术总结
本技术属于电池技术领域,公开了一种定位设备以及电池生产线。上述定位设备包括第一夹持装置以及第二夹持装置,第一夹持装置包括第一夹持机构,第一夹持机构设置在传输件的一侧;第二夹持装置设置在传输件的另一侧,第一夹持夹持机构与第二夹持机构共同夹紧水电池以重新定位电池。通过以上设置,在传输件停止传输时,第一夹持机构与第二夹持机构重新定位电池,规避了传输件由于驱动件的原因造成电池定位位置偏差的问题,使得电池生产的各个工位能对重新定位的电池进行精准的操作,保证各个工位操作的有效性。上述电池生产线通过采用上述定位设备,使得采用传输设备传输电池并依次对电池实施操作的各个工位均能正对电池,提高电池的成品质量。
技术研发人员:肖运祥,陆东池,王飞华,李养德,邓明星,殷火初,李斌,王世峰,刘金成
受保护的技术使用者:惠州金源精密自动化设备有限公司
技术研发日:20220929
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!