一种多孔铝材高效攻牙装置的制作方法
本技术涉及铝材攻牙,尤其涉及一种多孔铝材高效攻牙装置。
背景技术:
1、铝材由铝和其它合金元素制造的制品,通常是先加工成铸造品、锻造品以及箔、板、带、管、棒、型材等后,再经冷弯、锯切、钻孔、拼装、上色等工序而制成。主要金属元素是铝,在加上一些合金元素,提高铝材的性能。
2、铝加工,用塑性加工方法将铝坯锭加工成材,主要方法有轧制、挤压、拉伸和锻造等,现代化的铝材在结构过程中进行需要进行攻牙,攻牙是用专用工具在物体表面或者内部车出螺纹,攻牙类似于打螺丝孔,在使用攻牙装置进行打螺丝孔过程中需要使用夹持结构进行固定,方便加工。
3、如申请公开号为cn210703640u的一种铝材固定攻牙夹具,其包括夹持装置和用于控制所述夹持装置升降运动的升降装置,有效的解决了铝型材加工领域存在的技术问题,且具备结构简单、夹持稳定性高保证铝材在加工时中不产生偏移的优点,其结构在使用过程中虽然能够方便夹持铝材进行攻牙,但是在对铝材进行多孔攻牙过程中不具备自动输送功能,无法将铝材平稳的夹持移动来配合攻牙装置进行依次打螺丝孔。
4、同时,上述攻牙设备中,攻牙转头为单个,因此,单次攻牙作业只能产生一个螺孔,若需要进行多孔攻牙成型,则需要进行攻牙作业多次,并且需要适配二轴设备作为驱动源,驱动行程所耗费的时间加上多次攻牙作业的时间会导致生产效率变低,不利于企业发展。
5、因此,有必要提供一种多孔铝材高效攻牙装置解决上述技术问题。
技术实现思路
1、本实用新型提供一种多孔铝材高效攻牙装置,解决了现有的铝材使用的攻牙装置进行多孔攻牙过程中需要进行多次攻牙,攻牙效率低,不利于企业发展的问题。
2、为解决上述技术问题,本实用新型提供的一种多孔铝材高效攻牙装置,包括:机座、安装机构和攻牙模块,所述安装机构设置所述机座上且用于装载待攻牙物料;所述攻牙模块设置在所述安装机构上,所述攻牙模块设置有四组攻牙作业端;所述安装机构的载料位装载有待攻牙物料,所述攻牙模块的四组攻牙作业端同时作用在待攻牙物料上。
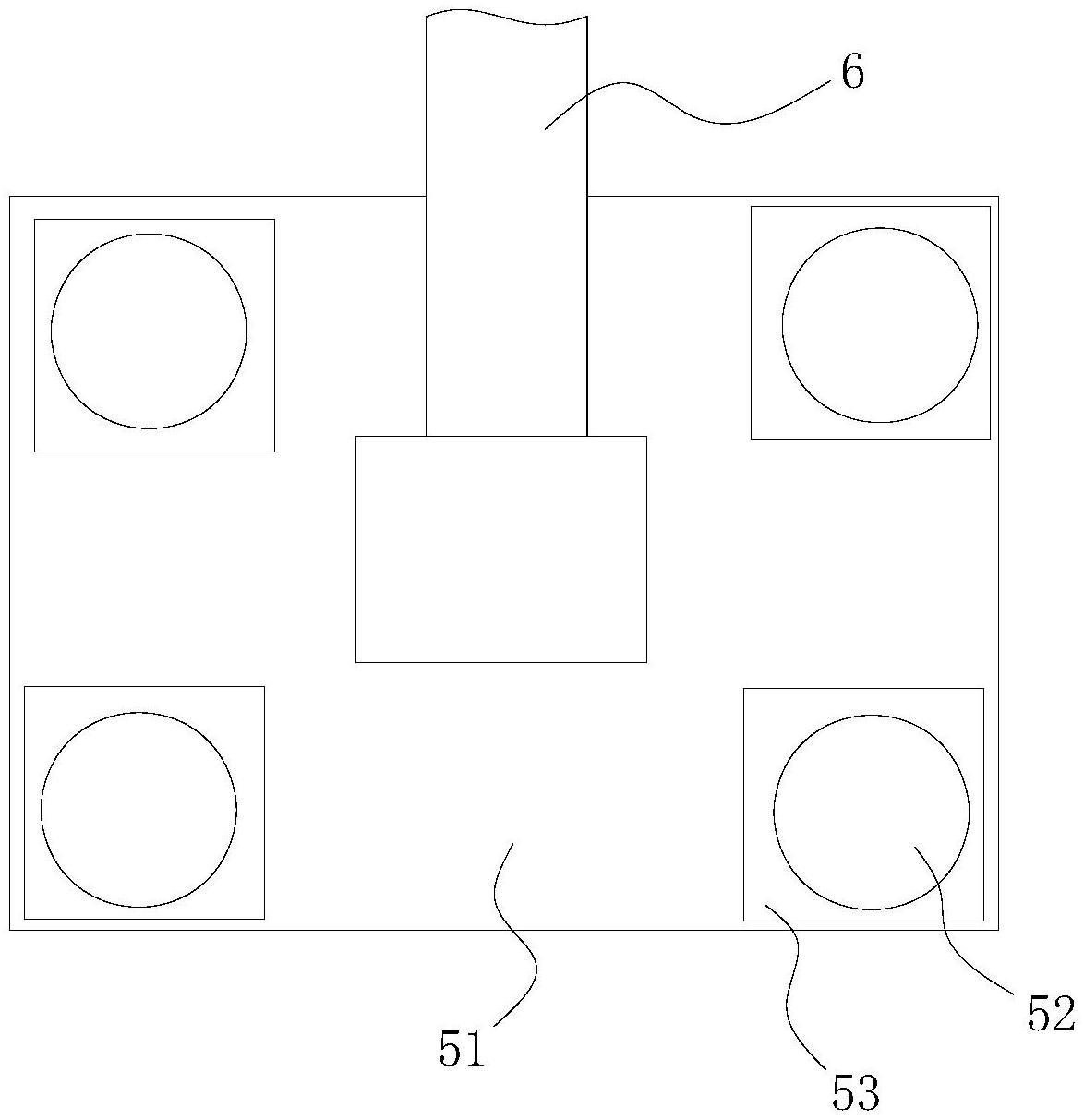
3、可选地,所述攻牙模块包括连接座、攻牙头和驱动源,所述连接座与所述安装机构连接,所述驱动源和所述攻牙头的数量为四组,所述连接座的截面呈矩形状结构设置,四组所述驱动源分别设置在所述连接座的四个拐角位置,四组所述攻牙头分别一一安装在对应驱动源的输出端。
4、可选地,所述安装机构包括l型托板架、第一伺服电机和铝材固紧托架,所述第一伺服电机固定安装与所述l型托板架的左侧位置处,所述第一伺服电机的表面输出端连接有对应的第一螺纹支杆,所述l型托板架的上表面连接有与所述第一螺纹支杆平行的开槽侧板;所述攻牙模块固定安装于所述l型托板架的右后侧位置处,所述攻牙模块的表面输出端连接有升降模块,所述升降模块的输出端连接有对应的攻牙打孔模块;所述铝材固紧托架通过底面连接的t型卡与所述开槽侧板对应滑动安装于所述l型托板架的上侧,所述铝材固紧托架的上表面两端均设置有用于夹持铝材进行多孔攻牙的螺母套板;其中,所述铝材固紧托架的底部连接有与所述第一螺纹支杆嵌合对应的第一螺母套块,所述第一螺母套块的底部连接有与所述l型托板架底面对应的辅助轮,所述铝材固紧托架能够在所述第一伺服电机的驱动控制作用下带动铝材移动进行依次多孔攻牙加工。所述攻牙模块为现有的打螺丝孔的装置,其所述升降模块用于控制所述攻牙打孔模块升降打孔,为现有技术。
5、可选地,所述铝材固紧托架的上表面安装有空腔槽,所述空腔槽的上表面两端均设置有预留口,所述预留口的内部均活动安装有对应的第二螺纹支杆。
6、可选地,所述预留口的内部均通过所述第二螺纹支杆对应安装有第二螺母套块,所述铝材固紧托架的两端均对应所述第二螺纹支杆安装有用于控制转动的摇把,所述摇把能够控制所述第二螺纹支杆带动所述第二螺母套块沿着所述预留口左右移动。
7、可选地,所述第二螺母套块的上表面均安装有收紧套框,所述收紧套框的底部均连接有对应的第二伺服电机,所述收紧套框的内部均通过所述第二伺服电机的输出端连接有对应的第三螺纹支杆。
8、可选地,所述收紧套框的内部均通过所述第三螺纹支杆对应安装有螺母套板,所述螺母套板与所述收紧套框的底部上下对应用于夹持固定铝材板,所述第二螺母套块的侧面均连接有指针。
9、可选地,所述空腔槽的上表面左右两侧均设置有第一刻度尺。
10、与相关技术相比较,本实用新型提供的一种多孔铝材高效攻牙装置具有如下有益效果:操作人员将待攻牙物料安装在安装机构的安装位上,攻牙模块中的四个攻牙作业端同时对待攻牙物料进行作业,将传统的多个攻牙依次工序所需的时间缩短至单次攻牙,相较于传统铝材使用的攻牙装置进行多孔攻牙过程中需要进行多次攻牙,攻牙效率低,不利于企业发展的问题,本实用新型提供的攻牙装置采用四组能够同时作业的攻牙作业端,有效地实现了多孔攻牙作业,极大地缩短了攻牙生产时间,提高生产效率,有利于企业发展。
技术特征:
1.一种多孔铝材高效攻牙装置,其特征在于,包括:
2.根据权利要求1所述的多孔铝材高效攻牙装置,其特征在于:所述攻牙模块包括连接座、攻牙头和驱动源,所述连接座与所述安装机构连接,所述驱动源和所述攻牙头的数量为四组,所述连接座的截面呈矩形状结构设置,四组所述驱动源分别设置在所述连接座的四个拐角位置,四组所述攻牙头分别一一安装在对应驱动源的输出端。
3.根据权利要求1所述的多孔铝材高效攻牙装置,其特征在于:所述安装机构包括:
4.根据权利要求3所述的一种多孔铝材高效攻牙装置,其特征在于,所述铝材固紧托架的上表面安装有空腔槽,所述空腔槽的上表面两端均设置有预留口,所述预留口的内部均活动安装有对应的第二螺纹支杆。
5.根据权利要求4所述的一种多孔铝材高效攻牙装置,其特征在于,所述预留口的内部均通过所述第二螺纹支杆对应安装有第二螺母套块,所述铝材固紧托架的两端均对应所述第二螺纹支杆安装有用于控制转动的摇把,所述摇把能够控制所述第二螺纹支杆带动所述第二螺母套块沿着所述预留口左右移动。
6.根据权利要求5所述的一种多孔铝材高效攻牙装置,其特征在于,所述第二螺母套块的上表面均安装有收紧套框,所述收紧套框的底部均连接有对应的第二伺服电机,所述收紧套框的内部均通过所述第二伺服电机的输出端连接有对应的第三螺纹支杆。
7.根据权利要求6所述的一种多孔铝材高效攻牙装置,其特征在于,所述收紧套框的内部均通过所述第三螺纹支杆对应安装有螺母套板,所述螺母套板与所述收紧套框的底部上下对应用于夹持固定铝材板,所述第二螺母套块的侧面均连接有指针。
8.根据权利要求4所述的一种多孔铝材高效攻牙装置,其特征在于,所述空腔槽的上表面左右两侧均设置有第一刻度尺。
技术总结
本技术提供的一种多孔铝材高效攻牙装置,包括:机座、安装机构和攻牙模块,所述安装机构设置所述机座上且用于装载待攻牙物料;所述攻牙模块设置在所述安装机构上,所述攻牙模块设置有四组攻牙作业端;所述安装机构的载料位装载有待攻牙物料,所述攻牙模块的四组攻牙作业端同时作用在待攻牙物料上。采用四组能够同时作业的攻牙作业端,有效地实现了多孔攻牙作业,极大地缩短了攻牙生产时间,提高生产效率,有利于企业发展。
技术研发人员:吕永场
受保护的技术使用者:东莞健益五金制品有限公司
技术研发日:20220929
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!