一种H型钢轧后冷却装置的制作方法
一种h型钢轧后冷却装置
技术领域
1.本实用新型涉及机械领域,尤其是一种h型钢轧后冷却装置。
背景技术:
2.现有技术中h型钢轧后冷却采用上喷淋水管进行喷淋浇注冷却,但受压力及喷射角度问题,导致其冷却不均匀且温度降低不到工艺要求,严重影响产量,并且因为冷却不均匀,导致h型钢到冷床后,产生弯曲,造成s弯质量状况频发,废品率大大增加,成材率降低,严重影响经济效益。
技术实现要素:
3.本实用新型需要解决的技术问题是提供一种h型钢轧后冷却装置,结构简单,只对h型钢的侧面翼板中间冷却,冷却更均匀,而且漏斗形喷嘴分散角度小,喷出的水流为集束,冲击力强,调整水压使漏斗形喷嘴喷出的水穿透气膜,冲击h型钢的侧面翼板中间部位,保证h型钢的快速冷却,相对传统的腹板冷却方式,降温能力与均匀冷却能力大大提升,不但减少了水耗,而且降低了废品率,提高了成材率。
4.为解决上述技术问题,本实用新型所采用的技术方案是:一种h型钢轧后冷却装置,包括分别设置于h型钢两侧的冷却单元,所述冷却单元包括竖直设置于h型钢翼板侧边的导槽和多个水平均布设置于导槽内的喷水管,所述导槽上均布开设有多个通孔且多个通孔与h型钢翼板中间位置对齐,所述喷水管的端部设置有漏斗形喷嘴且漏斗形喷嘴设置于通孔内,多个所述喷水管均连通分水管,所述分水管连通送水管,所述送水管上设置有水压调节阀。
5.本实用新型技术方案的进一步改进在于:所述导槽与h型钢的翼板之间的距离为5-10cm。
6.本实用新型技术方案的进一步改进在于:相邻所述喷水管之间的距离为24cm。
7.由于采用了上述技术方案,本实用新型取得的技术进步是:
8.本实用新型结构简单,采用只对h型钢的侧面翼板冷却,冷却更均匀,而且漏斗形喷嘴分散角度小,喷出的水流为集束,冲击力强,调整水压使漏斗形喷嘴喷出的水流穿透气膜,冲击h型钢的侧面翼板中间部位,保证h型钢的快速冷却,相对传统的腹板冷却方式,降温能力与均匀冷却能力大大提升,不但减少了水耗,而且降低了废品率,提高了成材率。
附图说明
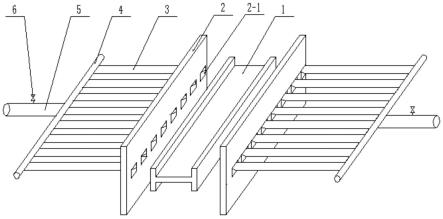
9.图1是本实用新型整体结构示意图;
10.图2是本实用新型喷水管结构示意图;
11.其中,1、h型钢,2、导槽,2-1、通孔,3、喷水管,3-1、漏斗形喷嘴, 4、分水管,5、送水管,6、水压调节阀。
具体实施方式
12.下面结合实施例对本实用新型做进一步详细说明:
13.如图1至图2所示,一种h型钢轧后冷却装置,包括分别设置于h型钢1两侧的冷却单元,所述冷却单元包括竖直设置于h型钢1翼板侧边的导槽2和多个水平均布设置于导槽2内的喷水管3,所述导槽2与h型钢1的翼板之间的距离为5-10cm。相邻所述喷水管3之间的距离为24cm。所述导槽2上均布开设有多个通孔2-1且多个通孔2-1与h型钢1翼板中间位置对齐,所述喷水管3的端部设置有漏斗形喷嘴3-1,漏斗形喷嘴3-1的设置,保证喷射出的水流为集束,分散角度小,冲击力强,降温速度更快。漏斗形喷嘴3-1设置于通孔2-1内,利用导槽2固定喷水管3,保证冷却效果。多个所述喷水管3均连通分水管4,所述分水管4连通送水管5,所述送水管5上设置有水压调节阀6,通过水压调节阀6调节送水管5的水压,使漏斗形喷嘴3-1喷出的水流穿透气膜,冲击h型钢1的侧面翼板中间部位,保证h型钢1的快速冷却,相对传统的腹板冷却方式,降温能力与均匀冷却能力大大提升,不但减少了水耗,而且降低了废品率,提高了成材率。
技术特征:
1.一种h型钢轧后冷却装置,其特征在于:包括分别设置于h型钢(1)两侧的冷却单元,所述冷却单元包括竖直设置于h型钢(1)翼板侧边的导槽(2)和多个水平均布设置于导槽(2)内的喷水管(3),所述导槽(2)上均布开设有多个通孔(2-1)且多个通孔(2-1)与h型钢(1)翼板中间位置对齐,所述喷水管(3)的端部设置有漏斗形喷嘴(3-1)且漏斗形喷嘴(3-1)设置于通孔(2-1)内,多个所述喷水管(3)均连通分水管(4),所述分水管(4)连通送水管(5),所述送水管(5)上设置有水压调节阀(6)。2.根据权利要求1所述的一种h型钢轧后冷却装置,其特征在于:所述导槽(2)与h型钢(1)的翼板之间的距离为5-10cm。3.根据权利要求1所述的一种h型钢轧后冷却装置,其特征在于:相邻所述喷水管(3)之间的距离为24cm。
技术总结
本实用新型公开了一种H型钢轧后冷却装置,包括分别设置于H型钢两侧的冷却单元,冷却单元包括竖直设置于H型钢翼板侧边的导槽和多个水平均布设置于导槽内的喷水管,导槽上均布开设有多个通孔,喷水管的端部设置有漏斗形喷嘴且漏斗形喷嘴设置于通孔内,多个喷水管均连通分水管,分水管连通送水管,送水管上设置有水压调节阀,本实用新型只对H型钢侧面翼板中间冷却,冷却更均匀,而且漏斗形喷嘴分散角度小,喷出的水流为集束,冲击力强,调整水压使漏斗形喷嘴喷出的水穿透气膜,冲击H型钢的侧面翼板中间部位,保证H型钢的快速冷却,相对传统的腹板冷却方式,降温能力与均匀冷却能力大大提升,不但减少了水耗,而且降低了废品率,提高了成材率。了成材率。了成材率。
技术研发人员:郭杨利 张利杰 温沛 王涛 石建学 李明生
受保护的技术使用者:河北兴华钢铁有限公司
技术研发日:2022.10.09
技术公布日:2023/2/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1