一种机加工定位套件的制作方法
本技术涉及机加工领域,尤其涉及一种机加工定位套件。
背景技术:
1、在机加工过程中,需要对待加工的工件进行定位,现有技术大多通过以可拆卸的方式定位工件,工件在加工中正确的定位起到很重要作业,特别是大批量生产时,需要频繁定位,常用方式是做夹具,但需花费大量时间。
2、cn201320399233.4公开了一种玻璃板机加工用定位块及定位工装,定位工装包括定位块,定位块包括用于朝向待定位的玻璃板的正侧面,定位块的正侧面的顶部具有用于与玻璃板对应侧边定位挡止配合的定位面,定位块的正侧面上还具有布置在所述定位面下方的用于与玻璃板对应侧边间隙配合的避让面,定位工装还包括用于预设在定位块的背离所述正侧面的一侧的定位结构,定位块上具有与定位面相背设置的用于与预设的定位结构挡止定位配合的挡止面。
3、该定位块以搁置的方式放到平台上,无法起到良好的固定作用,特别是在对位的过程中,和工件发生接触的时候,定位块可能为移位。
4、cn202123225013.3公开了一种手机加工中中框定位用的定位工装治具,包括操作台,操作台顶端的四周分别开设有四个横向滑槽,四个横向滑槽的一侧分别开设有若干纵向滑槽,且若干纵向滑槽分别与四个横向滑槽相连通,四个横向滑槽内均滑动设有定位机构,四个定位机构包括四个紧固螺栓和四个定位块,四个紧固螺栓分别滑动设在四个横向滑槽内,四个定位块的一侧均开设有紧固孔,四个定位块分别通过四个紧固孔套设在四个紧固螺栓上,四个紧固螺栓的顶部均螺纹设有紧固螺母。
5、该方案铜管螺栓进行定位,需要对平台开设多个螺栓紧固孔或条形固定槽。
6、cn201120516575.0公开了一种推土机推土板的机加工定位工装,推土板上具有两个连接臂和一个与推土机油缸活塞杆连接的铰接点,所述定位工装包括工装底座和设在工装底座上的与所述推土板的铰接点连接的连接耳板、对所述推土板的其中一个连接臂进行定位的定位支块、对所述推土板的另一连接臂进行夹紧的夹紧块,在定位支块上设有定位槽,在夹紧块上设有夹紧螺杆,在工装底座上还设有压紧推土板的连接臂的压紧机构。
7、该方案是通过快拆夹钳的方式进行定位。该方案兼具定位和固定的功能。
8、上述方案公开了非固定式定位、定位销定位、卡钳定位等多种方式。
9、本实用新型需要解决的技术问题是:如何提高机加工过程中工件定位的便捷性。
技术实现思路
1、本实用新型的主要目的是提供机加工定位套件,该定位套件可简单、快捷的实现工件的定位,其本身具有一定的固定稳定性,能够达到和定位销类似的效果。
2、为实现上述目的,本申请所采用的技术方案:
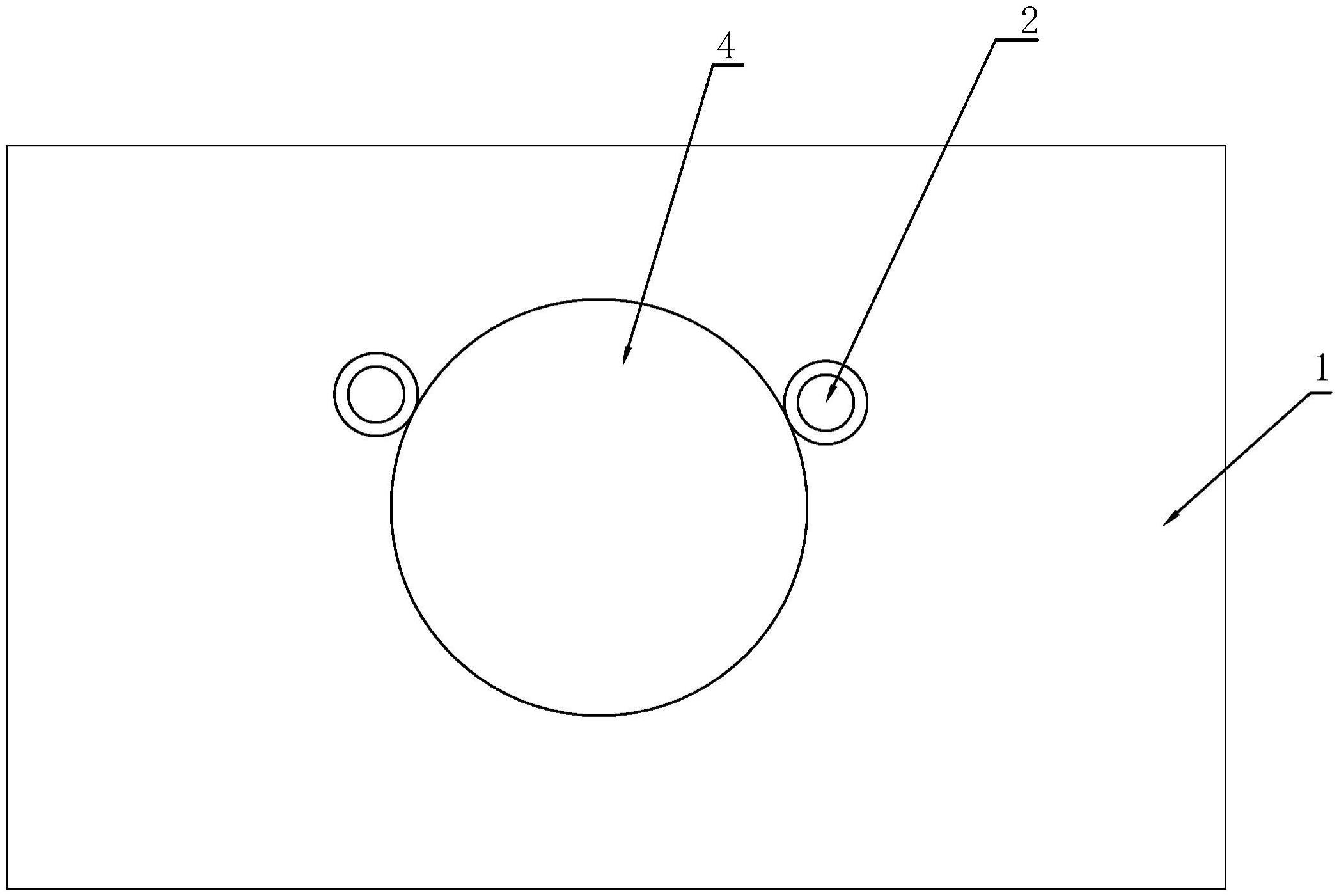
3、一种机加工定位套件,包括机加工平台,还包括若干定位件,所述定位件和机加工平台之间通过磁力进行吸附。
4、本实用新型专利所述的机加工平台包括铣床平台、车床平台。优选为铣床平台。
5、需要说明的是,本实用新型的待加工的工件优选为非铁质材料,当然并非不能选择为铁质材料,本实用新型最优选的待加工的工件为铝合金、晶体、铜合金等。
6、在上述的机加工定位套件中,所述定位件为永磁体或软磁体。
7、在本实用新型中,所述永磁体可选择为天然的磁石(磁铁矿)和人造磁钢(铁镍钴磁钢)等;本实用新型所述的软磁体可选为电磁体。
8、在本实用新型中,所述定位件包括把持部和位于把持部下方的定位部;所述定位部和待加工的工件的侧面接触。
9、这种接触可选为面接触、线接触、多个线接触位置、点接触;优选为线接触,更优选为单个线接触。
10、在上述的机加工定位套件中,所述定位部和待加工的工件接触的一面为线接触面;所述线接触面和待加工的工件的侧面之间以线接触的形式接触。
11、在上述的机加工定位套件中,所述定位部在水平面的投影为圆形、椭圆形、半圆形、多边形或方形。
12、在上述的机加工定位套件中,还包括标准块,所述标准块与机加工平台之间、与定位件之间保持磁力吸附固定;所述标准块具有预设的宽度;所述标准块位于待加工的工件的侧面和定位件之间,所述待加工的工件、标准块、定位件依次贴附。
13、本处所述的“预设的宽度”是指:预留给刀具加工的空间。
14、对于有标准块的方案,刀具可一次性加工所有的面;
15、对于没有标准块的方案,需要刀具加工了没有配套定位件的面后,再重新调转工件的定位面,然后对其他的面进行加工。
16、所以,对于多面需要加工的工况来说,有标准块的方案更佳;
17、对于只需要加工少量的面的工况来说,无需采用标准块。
18、在上述的机加工定位套件中,所述标准块和定位件之间以线接触的形式磁力吸附;所述标准块和待加工的工件之间以面接触或线接触的形式定位。
19、标准块和定位件之间以线接触的方式吸附是为了在移走标准块时,降低标准块和定位件之间的磁性吸附力,避免移走标准块时挪动定位块,导致下一个产品加工时需要再次标定定位块的位置。
20、在上述的机加工定位套件中,所述标准块为正方形或矩形;所述定位件包括把持部和位于把持部下方的定位部;所述定位部和标准块的侧面接触;所述定位部和标准块之间以线接触的形式磁力吸附。
21、在上述的机加工定位套件中,所述定位部在水平面的投影为圆形、椭圆形或半圆形。
22、在上述的机加工定位套件中,所述定位件为多个;
23、若所述待加工的工件为具有三条边或以上的多边形,则至少两个边上配套设有至少一个定位件;
24、若所述待加工的工件为具有连续的弧形的侧面的工件,则工件的侧面配套设有至少两个定位件。
25、本方案至少具有如下优点或有益效果之一:
26、相比于传统定位加工方式,磁铁定位方法利于批量性加工,可节省90%定位时间,降低员工劳动强度。
27、相比于插销定位加工方式,磁铁定位方法解决了定位销夹具笨重、制作时间长、造价高昂等缺点,可节省大量制作夹具的时间,提高加工效率、降低员工劳动强度。
技术特征:
1.一种机加工定位套件,包括机加工平台,其特征在于,还包括若干定位件,所述定位件和机加工平台之间通过磁力进行吸附,所述定位件包括把持部和位于把持部下方的定位部;所述定位部和待加工的工件的侧面接触,所述定位部和待加工的工件接触的一面为线接触面;所述线接触面和待加工的工件的侧面之间以线接触的形式接触。
2.根据权利要求1所述的机加工定位套件,其特征在于,所述定位件为永磁体或软磁体。
3.根据权利要求1所述的机加工定位套件,其特征在于,所述定位部在水平面的投影为圆形、椭圆形、半圆形或多边形。
4.根据权利要求1所述的机加工定位套件,其特征在于,还包括标准块,所述标准块与机加工平台之间、与定位件之间保持磁力吸附固定;所述标准块具有预设的宽度;所述标准块位于待加工的工件的侧面和定位件之间,所述待加工的工件、标准块、定位件依次贴附。
5.根据权利要求4所述的机加工定位套件,其特征在于,所述标准块和定位件之间以线接触的形式磁力吸附;所述标准块和待加工的工件之间以面接触或线接触的形式定位。
6.根据权利要求5所述的机加工定位套件,其特征在于,所述标准块为正方形或矩形;所述定位件包括把持部和位于把持部下方的定位部;所述定位部和标准块的侧面接触;所述定位部和标准块之间以线接触的形式磁力吸附。
7.根据权利要求6所述的机加工定位套件,其特征在于,所述定位部在水平面的投影为圆形、椭圆形或半圆形。
8.根据权利要求1-7任一所述的机加工定位套件,其特征在于,所述定位件为多个;
技术总结
本技术涉及机加工领域,公开了一种机加工定位套件,包括机加工平台,还包括若干定位件,所述定位件和机加工平台之间通过磁力进行吸附。该定位套件可简单、快捷的实现工件的定位,其本身具有一定的固定稳定性,能够达到和定位销类似的效果。
技术研发人员:梁振耀,黄宇彬,童培云
受保护的技术使用者:先导薄膜材料(广东)有限公司
技术研发日:20221009
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!