一种圆管类零件翻边模具的制作方法
本技术涉及一种圆管类零件翻边模具,属于机械加工。
背景技术:
1、一种零件要求使用一种硬状态的铜管管料t2-y在孔口翻边制成,目前的制备方法多采用将所述管料放置于阳模中,在锤击作用下翻边,但是这种翻边方式容易导致翻边过程中管料开裂,并且加工效率也不高。
技术实现思路
1、为克服现有技术存在的缺陷,本实用新型的目的在于提供一种圆管类零件翻边模具,所述翻边模具在压力下使用可以保证零件的翻边效果,不会造成翻边开裂情况,加工效率显著提高。
2、为实现本实用新型的目的,提供以下技术方案。
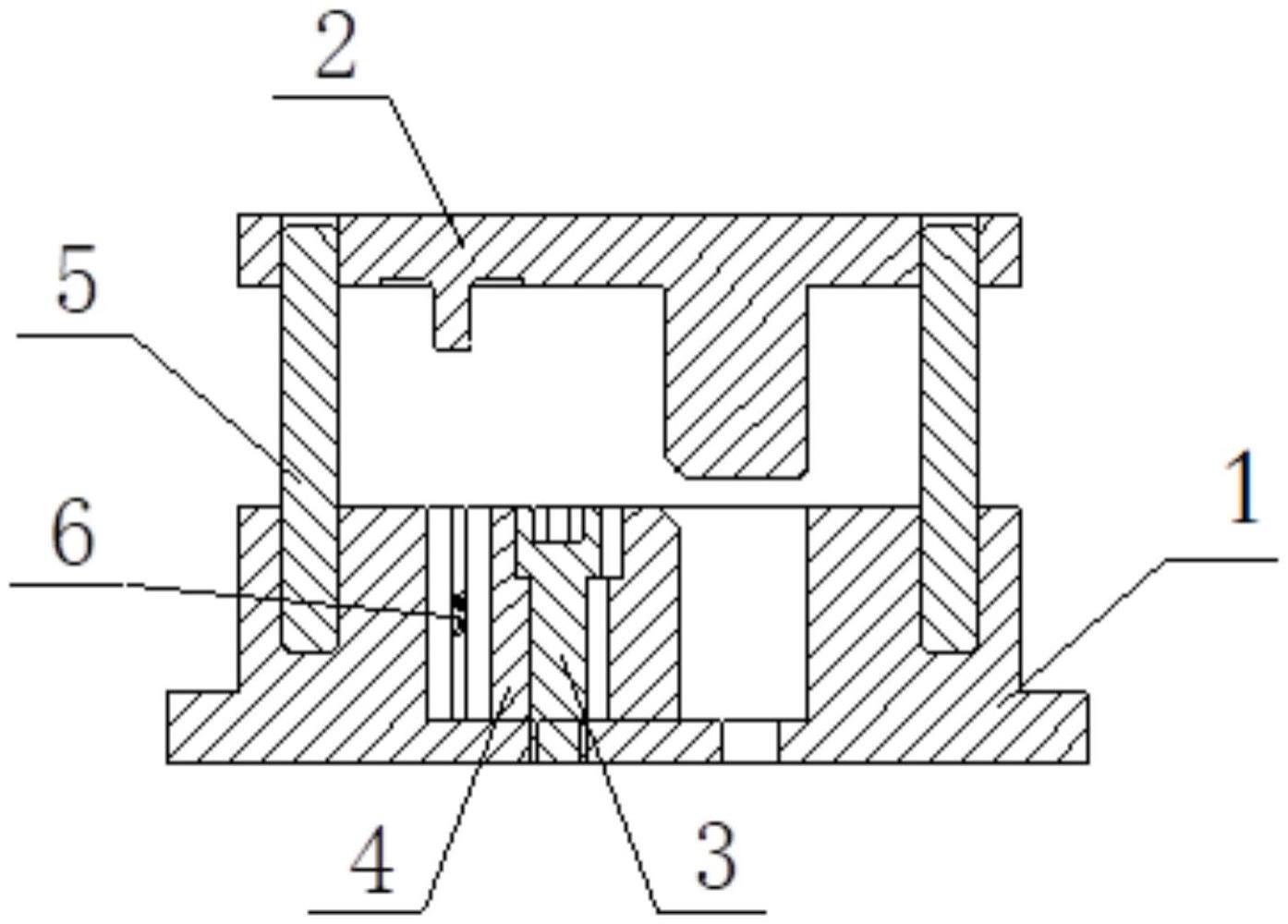
3、一种圆管类零件翻边模具,所述翻边模具主要由压板和底座作为上下主体结构进行合模和开模,在压力下对圆管类零件进行翻边加工;还包括螺栓销、压紧块、定位销和弹簧。
4、底座中部开有凹槽,两侧分别设有一个盲孔作为定位销孔;凹槽一侧壁为竖直平面,中部开有一个竖直半圆柱孔,两侧分别设有一个弹簧安装孔,半圆柱孔的半径与所需加工的零件原材料,即圆管料的外半径一致,弹簧安装孔用于安装弹簧;凹槽底面设有一个螺纹孔用于与螺栓销头部螺纹连接。
5、压板底部中间位置分别设有一个向下凸起的挤压块和翻边结构,压板两侧也分别设有一个通孔作为定位销孔。挤压块用于压块下压合模时挤压推动压紧块移动。翻边结构由一个圆柱凸起及其底部周边的圆环形凹槽组成,圆柱凸起与圆管料内孔的形状尺寸相匹配,可以插入圆管料的内孔中,用于定位和支撑作用;圆环形凹槽用于翻边;圆柱凸起与圆环形凹槽之间的距离决定圆管类零件翻边的尺寸。
6、螺栓销头部为螺纹结构,中间为光杆,尾部为销帽,螺纹结构与底座的凹槽底面螺纹孔相配合螺纹连接,销帽用于开模时勾住压紧块防止被挤压块带出。
7、压紧块一侧壁与底座凹槽设竖直半圆柱孔的侧壁结构相同,即为竖直平面侧壁,平面中部开有竖直半圆柱孔,半圆柱孔半径与圆管料外半径一致,半圆柱孔两侧分别设有一个弹簧安装孔,用于安装弹簧;压紧块中间从顶部向下设有一个阶梯孔,阶梯孔中下方为小孔上方为大孔,螺栓销光杆和销帽的总长度与阶梯孔长度一致,且销帽外径大于阶梯孔中小孔直径,小于大孔直径;具体地说,小孔的直径大于螺栓销中间光杆的直径且小于尾部销帽的外径,长度与中间光杆的长度一致,大孔的直径大于螺栓销尾部销帽的外径,长度与尾部销帽的长度一致。
8、每个定位销与其对应的底座定位销孔及压板定位销孔在同一轴线上。
9、挤压块和压紧块共同的尺寸形状与底座的凹槽形状尺寸基本一致,使得合模后凹槽内部被挤压块、压紧块以及圆管料占满。
10、压板上的圆环形凹槽深度稍大于圆管料壁厚。
11、底座固定在油压机下板上,可采用压板等固定方式;压板固定在油压机上板上,可采用通过螺栓等固定方式。将压紧块放入底座的凹槽内,压紧块设有半圆柱孔的侧壁与凹槽具有相同结构的侧壁相邻对应放置,两根弹簧分别装入底座和压紧块的弹簧安装孔内,底座和压紧块靠紧压缩弹簧,螺栓销插入压紧块的阶梯孔中,螺栓销头部伸入底座凹槽的螺纹孔中并拧紧螺纹连接,此时在弹簧作用下底座和压紧块之间出现缝隙,并由螺栓销进行限位;将圆管料放入底座和压紧块之间的缝隙中;将定位销的下部插入底座的定位销孔中,启动油压机,油压机的上板带动压板向下位移合模,定位销上部穿过压板的定位销孔;继续下移,压板底部的挤压块一侧与压紧块的一侧紧密接触,推动压紧块并缩小与底座凹槽侧壁之间的缝隙,将圆管料压紧固定;继续下移,压板底部的圆柱凸起插入圆管料内孔中;继续下移,使圆管料一端与圆环形凹槽接触,在压力作用下进行翻边;继续下移,直至压板的挤压块顶部与底座底部接触后,翻边完成;油压机上移将底座和压板分开开模,然后使用工具如挑针等挑出已完成加工的零件。
12、优选底座上部为长方体,底部两侧边缘水平突出便于放置;凹槽为长方体,与底座上部长方体形状一致,尺寸缩小,四周倒圆角,位于底座上部中间位置;压板的挤压块为长方体,压紧块为长方体。更优选在合模时,挤压块底部与压紧块顶部最先接触的部位分别设有45°倒角以实现相互配合。
13、优选底座凹槽底面还设有一个开模通孔,位于合模时压板上的挤压块下方,用工具通过开模通孔上顶挤压块底部,可进一步帮助底座和压板开模分离。
14、优选压板上翻边结构中的圆柱凸起顶部和根部周边倒圆,以便顺利插入圆管料内孔中。
15、有益效果
16、(1)本实用新型提供了一种圆管类零件翻边模具,所述翻边模具配合油压机使用可以保证圆管类零件的翻边效果,不会造成翻边开裂情况,加工效率及合格率显著提高。
17、(2)本实用新型提供了一种圆管类零件翻边模具,所述翻边模具主要由底座和压板作为上下主体结构进行合模和开模,通过油压机提供压力对圆管类零件的翻边,其中,底座和压板合模后的形状根据需要翻边的圆管类零件形状进行设计,巧妙利用螺栓销、压紧块、弹簧和压板上的挤压块,通过可伸缩的弹性结构,实现了对零件的原料的放入和压紧限位,采用定位销对底座和压板开模合模过程进行进一步限位,进一步保障了加工位置的准确性。
18、(3)本实用新型提供了一种圆管类零件翻边模具,所述翻边模具中的螺栓销在底座和压板分开进行开模时,可通过尾部螺帽勾住压紧块,防止压紧块被挤压块带出。
19、(4)本实用新型提供了一种圆管类零件翻边模具,所述翻边模具优选在合模时,挤压块底部与压紧块顶部最先接触的部位分别设有45°倒角以实现更良好的相互配合。
20、(5)本实用新型提供了一种圆管类零件翻边模具,所述翻边模具优选底座凹槽底面还设有一个开模通孔,位于合模时压板上的挤压块下方,用工具通过开模通孔向上顶挤压块,可进一步帮助底座和压板开模分离。
21、(6)本实用新型提供了一种圆管类零件翻边模具,所述翻边模具优选压板上翻边结构中的圆柱凸起顶部和根部周边倒圆,以便更顺利插入圆管料内孔中。
技术特征:
1.一种圆管类零件翻边模具,其特征在于:所述翻边模具主要由压板和底座作为上下主体结构进行合模和开模,在压力下对圆管类零件翻边;还包括螺栓销、压紧块、定位销和弹簧;
2.根据权利要求1所述的一种圆管类零件翻边模具,其特征在于:所述阶梯孔中,小孔的直径大于螺栓销光杆的直径且小于销帽的外径,小孔的长度与光杆长度一致;大孔的直径大于销帽的外径,大孔的长度与销帽的长度一致。
3.根据权利要求1或2所述的一种圆管类零件翻边模具,其特征在于:底座上部为长方体,底部两侧边缘水平突出;凹槽为长方体,与底座上部长方体形状一致,尺寸缩小,四周倒圆角,位于底座上部中间位置;压板的挤压块为长方体,压紧块为长方体。
4.根据权利要求3所述的一种圆管类零件翻边模具,其特征在于:合模时,挤压块底部与压紧块顶部最先接触的部位分别设有45°倒角以实现相互配合。
5.根据权利要求1或2所述的一种圆管类零件翻边模具,其特征在于:底座凹槽底面还设有一个开模通孔,位于合模时压板上的挤压块下方。
6.根据权利要求1或2所述的一种圆管类零件翻边模具,其特征在于:压板上的圆柱凸起的顶部和根部周边倒圆。
7.根据权利要求1或2所述的一种圆管类零件翻边模具,其特征在于:底座上部为长方体,底部两侧边缘水平突出;凹槽为长方体,与底座上部长方体形状一致,尺寸缩小,四周倒圆角,位于底座上部中间位置;压板的挤压块为长方体,压紧块为长方体;合模时,挤压块底部与压紧块顶部最先接触的部位分别设有45°倒角以实现相互配合;
技术总结
本技术涉及一种圆管类零件翻边模具,属于机械加工技术领域。所述翻边模具主要由压板和底座作为上下主体结构进行合模和开模,在压力下对圆管类零件进行翻边加工;还包括螺栓销、压紧块、定位销和弹簧;底座和压板合模后的形状根据需要翻边的圆管类零件形状进行设计,巧妙利用螺栓销、压紧块、弹簧和压板上的挤压块,通过可伸缩的弹性结构,实现了对零件原料圆管料的放入和压紧限位,采用定位销对底座和压板开模合模过程进行进一步限位,进一步保障了加工位置的准确性。所述翻边模具在压力下使用可以保证零件的翻边效果,不会造成翻边开裂情况,加工效率和成品合格率显著提高。
技术研发人员:赵始江,于强,孙萍,于连杰,李端才,王尔特
受保护的技术使用者:大连长丰实业总公司
技术研发日:20221011
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!