一种键合丝键合用劈刀的制作方法
1.本实用新型涉及一种键合丝键合用劈刀。
背景技术:
2.楔形劈刀是一类可以通过超声波激励将键合丝键合到电气或电子部件的接触面上,以在键合丝和接触面之间产生一定的电连接,现有的楔形劈刀的,现有的楔形劈刀底部设有一个用于压住键合丝的通道,超声通过劈刀传到到键合丝进行键合,现有的劈刀只是通过一个光滑的通道压住键合丝导致键合丝容易移动,另外超声的传导效果不好,导致键合丝与键合面的焊接不良。
技术实现要素:
3.本实用新型的目的在于解决现有键合丝键合用劈刀键合时键合丝容易滑动,同时超声传导效果不好的问题。
4.为解决本实用新型所提出的技术问题采用的技术方案为:本实用新型的键合丝键合用劈刀包括有刀杆,设于刀杆底部的楔形主体,以及设于楔形主体底端的用于压住键合丝的通道,所述的通道为v形槽,v形槽的底部设有弧形面,所述的通道内设有垂直于通道的凹槽。
5.对本实用新型作进一步限定的技术方案包括:
6.所述的凹槽截面为弧形倒角。
7.所述的楔形主体的楔形主体的底端对应v形槽的两侧分别设有平面。
8.所述的通道的两端设有半圆形倒角,所述的半圆形倒角的范围在r0.025-r0.559mm之间。
9.所述的楔形主体外表面涂有聚晶金刚石涂层,涂层的厚度为 5um~8um之间。
10.所述的楔形主体的侧面倾斜角为5-15度。
11.所述的刀杆为钨钢刀杆,刀杆长度为63.5~70mm之间。
12.通过上述技术方案,本实用新型的有益效果为:本实用新型的键合丝键合用劈刀包括有刀杆,设于刀杆底部的楔形主体,以及设于楔形主体底端的用于压住键合丝的通道,通道为v形槽,v形槽的底部设有弧形面,通道内设有垂直于通道的凹槽,v形槽能够让键合丝快速定位,v形槽的底部的垂直于通道的凹槽能够增加劈刀与键合丝之间的摩擦力,同时能够使超声波的能量可以更好地传导到键合丝与电气或电子部件的表面,在焊接参数相同的情况下,增加焊线的附着力,提升焊点的抗拉强度和可靠性。
附图说明
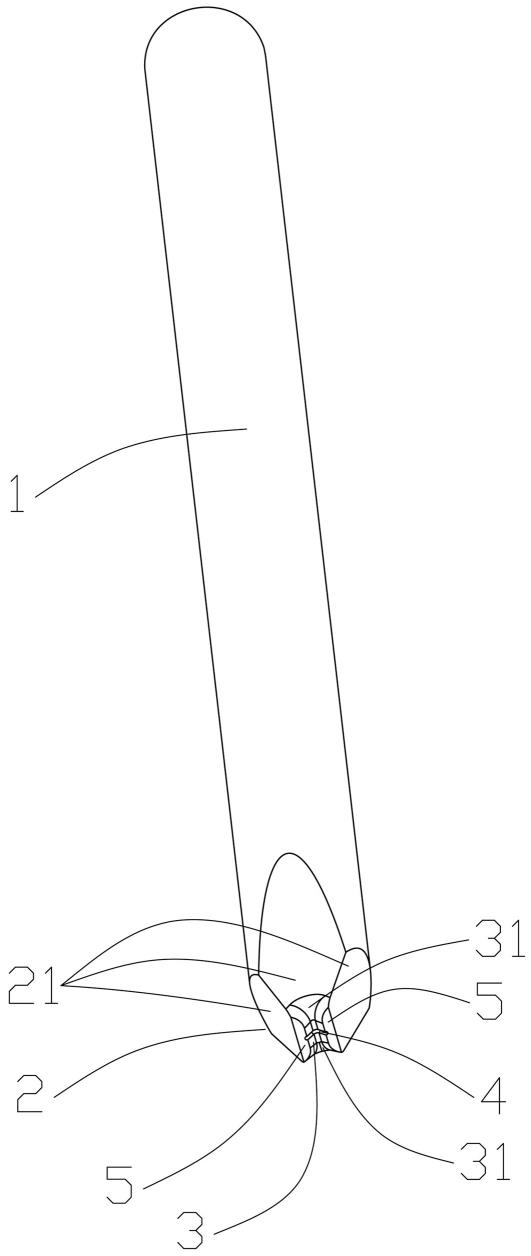
13.图1为本实用新型一种键合丝键合用劈刀的立体结构示意图。
14.图2为本实用新型一种键合丝键合用劈刀的立体结构示意图。
具体实施方式
15.以下结合附图对本实用新型的结构做进一步说明。
16.参照图1和图2,本实用新型的一种键合丝键合用劈刀包括有刀杆1,设于刀杆底端的楔形主体2,以及设于楔形主体底部的用于压住键合丝的通道3,通道为v形槽,v形槽的底部设有弧形面,所述的通道内设有垂直于通道的凹槽4。键合丝可以为铜线或者铝线。v形槽能够让键合丝快速定位,v形槽的底部的垂直于通道的凹槽能够增加劈刀与键合丝之间的摩擦力,同时能够使超声波的能量可以更好地传导到键合丝与电气或电子部件的表面,在焊接参数相同的情况下,增加焊线的附着力,提升焊点的抗拉强度和可靠性。
17.本实施例中,凹槽截面为弧形倒角。能够使超声波的能量可以更好地传导到键合丝与电气或电子部件的表面。
18.本实施例中,楔形主体2的楔形主体的底端对应v形槽的两侧分别设有平面5。便于劈刀的定位,也方便装夹。
19.本实施例中,通道3的两端设有半圆形倒角31,半圆形倒角的范围在r0.025-r0.559mm之间。焊接点的前后,形成半圆形的过渡带,在保证焊点强度的同时,也便于焊点处的断线处理。
20.本实施例中,楔形主体外表面涂有聚晶金刚石涂层,涂层的厚度为 5um~8um之间,可以将产品的使用寿命提高20%~30%。
21.本实施例中,楔形主体2的侧面倾斜角21为5-15度。便于观察加工面的情况,利于超声波能量在刀尖处的加强
22.本实施例中,刀杆为钨钢刀杆,刀杆长度为63.5~70mm之间,刀杆的直径与键合中所使用的大部分超声波的频率匹配,同时具有合适的强度。
23.虽然结合附图对本实用新型的具体实施方式进行了详细地描述,但不应理解为对本实用新型的保护范围的限定。在权利要求书所描述的范围内,本领域技术人员不经创造性劳动即可做出的各种修改和变形仍属于本实用新型的保护范围。
技术特征:
1.一种键合丝键合用劈刀,包括有刀杆,设于刀杆底部的楔形主体,以及设于楔形主体底端的用于压住键合丝的通道,其特征在于:所述的通道为v形槽,v形槽的底部设有弧形面,所述的通道内设有垂直于通道的凹槽。2.如权利要求1所述的一种键合丝键合用劈刀,其特征在于:所述的凹槽截面为弧形倒角。3.如权利要求1所述的一种键合丝键合用劈刀,其特征在于:所述的楔形主体的楔形主体的底端对应v形槽的两侧分别设有平面。4.如权利要求1所述的一种键合丝键合用劈刀,其特征在于:所述的通道的两端设有半圆形倒角,所述的半圆形倒角的范围在r0.025-r0.559mm之间。5.如权利要求1所述的一种键合丝键合用劈刀,其特征在于:所述的楔形主体外表面涂有聚晶金刚石涂层,涂层的厚度为 5um~8um之间。6.如权利要求1所述的一种键合丝键合用劈刀,其特征在于:所述的楔形主体的侧面倾斜角为5-15度。7.如权利要求1所述的一种键合丝键合用劈刀,其特征在于:所述的刀杆为钨钢刀杆,刀杆长度为63.5~70mm之间。
技术总结
本实用新型涉及一种键合丝键合用劈刀,解决现有键合丝键合用劈刀键合时键合丝容易滑动,同时超声传导效果不好的问题。包括有刀杆,设于刀杆底部的楔形主体,以及设于楔形主体底端的用于压住键合丝的通道,通道为V形槽,V形槽的底部设有弧形面,通道内设有垂直于通道的凹槽,V形槽能够让键合丝快速定位,V形槽的底部的垂直于通道的凹槽能够增加劈刀与键合丝之间的摩擦力,同时能够使超声波的能量可以更好地传导到键合丝与电气或电子部件的表面,在焊接参数相同的情况下,增加焊线的附着力,提升焊点的抗拉强度和可靠性。升焊点的抗拉强度和可靠性。升焊点的抗拉强度和可靠性。
技术研发人员:陈荣华 扈秀春
受保护的技术使用者:深圳市摆渡微电子有限公司
技术研发日:2022.10.18
技术公布日:2023/1/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1