一种锥度立铣刀的制作方法
1.本实用新型涉及刀具技术领域,特别是应用于深腔锥面加工的刀具,再具体的,涉及一种锥度立铣刀。
背景技术:
2.锥度球头立铣刀目前广泛应用于深腔的锥度面、清根加工,以及叶轮、叶盘等零件的加工,提升刀具加工效率通常采用加大切削深度、提高切削刀具转动速度或增加刀具的切削刃刃数等方法,但是现有技术的锥面加工中,加大进给和切削深度,极易出现切削阻力大、刀具振动情况,导致加工表面质量差。而增加刀具齿数又极易出现排屑不畅的问题。在高效加工工况下,刀具所承受的冲击也会随之加大,对刀具的强度也提出了更高的要求,现有技术的这类刀具锥度球头立铣刀,锥度切削刃收尾后采用长圆柱面相连至柄部,刀具刚性较差,从而影响刀具的切削性能,加工效率低,加工工件质量不高。
技术实现要素:
3.为此,本实用新型为解决上述问题,提供一种锥度立铣刀。
4.为实现上述目的,本实用新型提供的技术方案如下:
5.一种锥度立铣刀,包括依次连接的刀具柄部、无切削刃的锥度过渡段、圆柱连接段和锥度切削刃;所述锥度切削刃为带有切削刃的锥体结构,所述锥度切削刃的后端与圆柱连接段相连且直径相同,并且锥度切削刃从前端至后端的直径逐步增大;所述锥度过渡段的第一端部与圆柱连接段相连且直径相同,所述锥度过渡段的第二端部与刀具柄部相连且直径相同。
6.进一步的,所述锥度切削刃的锥面与锥度过渡段的锥面相平行。
7.进一步的,所述锥度过渡段的锥面与锥度切削刃的锥面的延长线之间的高度间隙为0.05mm-0.3mm。
8.进一步的,所述刀具柄部、锥度过渡段、圆柱连接段和锥度切削刃为一体连接结构。
9.进一步的,圆柱连接段的长度为0.5-5mm。
10.进一步的,锥度切削刃的前端形成球头部,且球头部上设有球头切削刃,形成球头立铣刀。
11.通过本实用新型提供的技术方案,具有如下有益效果:
12.本申请提供的锥度立铣刀,通过对锥度切削刃尾端与刀具柄部之间结构的优化,即在锥度切削刃与刀具柄部之间依次增设圆柱连接段和无切削刃的锥度过渡段,进行深加工时,圆柱连接段可随锥度切削刃继续深入,无切削刃的锥度过渡段不产生干扰,实现让位;无切削刃的锥度过渡段能够很好的保证该刀具的刚性。
附图说明
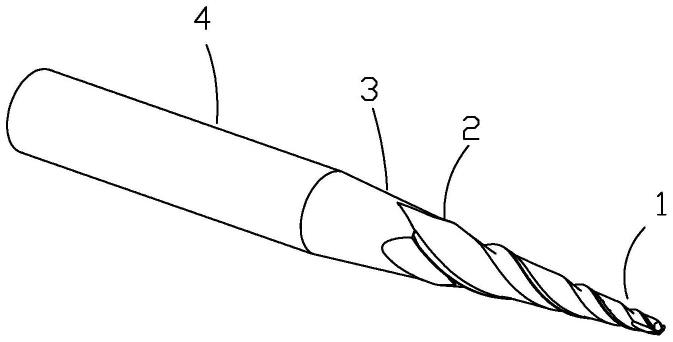
13.图1所示为实施例中锥度球头立铣刀的立体结构示意图;
14.图2所示为实施例中锥度球头立铣刀的侧视图;
15.图3所示为图2中a区域的放大示意图;
16.图4所示为实施例中锥度球头立铣刀的部分结构示意图。
具体实施方式
17.为进一步说明各实施例,本实用新型提供有附图。这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
18.现结合附图和具体实施方式对本实用新型进一步说明。
19.参照图1至图3所示,本实施例提供的一种锥度球头立铣刀,包括依次连接的刀具柄部4、无切削刃的锥度过渡段3、圆柱连接段2和锥度切削刃1;所述锥度切削刃1为带有切削刃的锥体结构,即在该锥体结构上加工形成切削刃。所述锥度切削刃1的后端与圆柱连接段2相连且直径相同,并且锥度切削刃1 从前端至后端的直径逐步增大。所述锥度过渡段3的第一端部与圆柱连接段2 相连且直径相同,所述锥度过渡段3的第二端部与刀具柄部1相连且直径相同。
20.本申请提供的锥度球头立铣刀,通过对锥度切削刃1尾端(即第一端部) 与刀具柄部4之间结构的优化,即在锥度切削刃1与刀具柄部4之间依次增设圆柱连接段2和无切削刃的锥度过渡段3,进行深加工时,圆柱连接段2可随锥度切削刃1继续深入,无切削刃的锥度过渡段不产生干扰,实现让位;无切削刃的锥度过渡段3的外径自与锥度切削刃结合端到刀具柄部结合端逐渐增大,能够很好的保证该刀具的刚性。
21.本实用新型一实施例中,锥度球头立铣刀圆柱连接段的长度为0.5-5mm。
22.具体的,本实施例中,所述锥度过渡段3的锥面与锥度切削刃1的锥面相平行,如图4所示,锥度过渡段3的锥面与锥度切削刃1的锥面的延长线a是平行的,可以采用同一种工艺和装置进行加工。再具体的,所述锥度过渡段3 的锥面与锥度切削刃1的锥面的延长线a之间的高度间隙l为0.05mm-0.3mm;该间距l是由圆柱连接段2的长度决定的,当然的,在其它实施例中,圆柱连接段2设置较长时,锥度过渡段3的锥面与锥度切削刃1的锥面的延长线a之间的间距l也会随之变化。
23.所述刀具柄部4、锥度过渡段3、圆柱连接段2和锥度切削刃1为一体连接结构,即在一个棒材上直接加工成型,具体的,该棒材是由高速钢、硬质合金、 cbn和pcd中的一种或多种材料制作而成的。
24.本实用新型一实施例中,锥度切削刃的前端形成球头部,且球头部上设有球头切削刃,形成球头立铣刀,在高效加工工况下,这类刀具锥度球头立铣刀,锥度切削刃收尾后采用圆柱连接段2和无切削刃的锥度过渡段3相连至柄部,刀具刚性大,切削性能增加,加工工件质量显著提高。
25.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节
上可以对本实用新型做出各种变化,均为本实用新型的保护范围。
技术特征:
1.一种锥度立铣刀,其特征在于:包括依次连接的刀具柄部、无切削刃的锥度过渡段、圆柱连接段和锥度切削刃;所述锥度切削刃为带有切削刃的锥体结构,所述锥度切削刃的后端与圆柱连接段相连且直径相同,并且锥度切削刃从前端至后端的直径逐步增大;所述锥度过渡段的第一端部与圆柱连接段相连且直径相同,所述锥度过渡段的第二端部与刀具柄部相连且直径相同。2.根据权利要求1所述的锥度立铣刀,其特征在于:所述锥度切削刃的锥面与锥度过渡段的锥面相平行。3.根据权利要求2所述的锥度立铣刀,其特征在于:所述锥度过渡段的锥面与锥度切削刃的锥面的延长线之间的高度间隙为0.05mm-0.3mm。4.根据权利要求1所述的锥度立铣刀,其特征在于:所述刀具柄部、锥度过渡段、圆柱连接段和锥度切削刃为一体连接结构。5.根据权利要求1所述的锥度立铣刀,其特征在于:圆柱连接段的长度为0.5-5mm。6.根据权利要求1至5任一项所述的锥度立铣刀,其特征在于:锥度切削刃的前端形成球头部,且球头部上设有球头切削刃,形成球头立铣刀。
技术总结
本实用新型提供一种锥度立铣刀,包括依次连接的刀具柄部、无切削刃的锥度过渡段、圆柱过渡段和锥度切削刃;所述锥度切削刃为带有切削刃的锥体结构,所述锥度切削刃的后端与圆柱段相连且直径相同,并且锥度切削刃从前端至后端的直径逐步增大;所述锥度过渡段的第一端部与圆柱段相连且直径相同,所述锥度过渡段的第二端部与刀具柄部相连且直径相同。进行深加工时,圆柱连接段可随锥度切削刃继续深入,实现让位;无切削刃的锥度过渡段能够很好的保证该刀具的刚性。刀具的刚性。刀具的刚性。
技术研发人员:刘三军 黄佳福 黄鹏炜 林建新
受保护的技术使用者:厦门伯雷顿新材料有限公司
技术研发日:2022.10.24
技术公布日:2023/1/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1