一种不锈钢卷板加工成型一体机的制作方法
1.本实用新型涉及不锈钢卷板加工技术领域,具体涉及一种不锈钢卷板加工成型一体机。
背景技术:
2.不锈钢卷板分为奥氏体、铁素体、马氏体、双相(铁素体-奥氏体)的不锈钢冷轧卷和不锈钢热轧卷,从金相学角度分析,因为不锈钢含有铬而使表面形成很薄的铬膜,这个膜隔离开与钢内侵入的氧气起耐腐蚀的作用,日常生活中,钢板已被广泛应用于各个领域,钢板为了便于存放和运输,通常采用卷轮式包装。
3.如中国专利公开号为cn210451775u,该专利文献所公开的技术方案如下:本实用新型涉及不锈钢卷板加工技术领域,且公开了一种不锈钢卷板加工用弯折拉直剪板一体机,包括底板,所述底板顶部的左侧设置有送料辊,所述底板的顶部并位于送料辊的右侧固定安装有送料台,所述送料台的顶部固定安装有若干个辊轮。该不锈钢卷板加工用弯折拉直剪板一体机,通过送料辊进行送料,然后将钢板的一端从辊轮的顶部延伸至从动辊和主动辊之间,通过柔性防滑套增加钢板所受摩擦力,使得压直更为高效,弯折完成后,转动螺纹杆,通过螺纹杆带动压板向下移动,通过压板对钢板压紧,然后通过激光切割刀对其进行切割,从而完成切割,最后通过人工将加工完的钢板取下,达到了结构简单、使用方便且工作效率更加高的目的。
4.针对现有技术存在以下问题:
5.1、现有技术中的不锈钢卷板加工一体机在加工不锈钢卷板时大多不便将卷板的弯曲成卷时的内应力进行去除,直接进行加工时容易造成材料的变形;
6.2、现有技术中对不锈钢卷板内应力进行去除时大多是对单向的应力进行消除,对内应力的消除效果较差。
技术实现要素:
7.本实用新型提供一种不锈钢卷板加工成型一体机,以解决上述背景技术中提出的问题。
8.为解决上述技术问题,本实用新型所采用的技术方案是:
9.一种不锈钢卷板加工成型一体机,包括底座,所述底座的顶部固定安装有开卷机本体,所述开卷机本体的外壁固定安装有不锈钢卷板本体,所述底座的顶部固定安装有限位机构。
10.所述底座的顶部固定安装有横向内应力消除机构,所述横向内应力消除机构用于消除不锈钢卷板本体的横向内应力,所述底座的顶部固定安装有纵向内应力消除机构,所述纵向内应力消除机构纵向内应力消除机构用于消除不锈钢卷板本体的纵向内应力。
11.本实用新型技术方案的进一步改进在于:所述限位机构包括固定安装在底座顶部的支撑架,所述支撑架的外壁固定安装有下限位滚筒,所述支撑架的外壁固定安装有上限
位滚筒。
12.采用上述技术方案,该方案中的限位机构可以对展开的不锈钢卷板本体的起始端进行限位输送,方便将其输送进入横向内应力消除机构的内部。
13.本实用新型技术方案的进一步改进在于:所述横向内应力消除机构包括固定安装在底座顶部的防护壳体,所述防护壳体的左右两侧开设有窗口,所述防护壳体的内壁固定安装有一号电动辊轴,所述防护壳体的内壁固定安装有二号电动辊轴。
14.采用上述技术方案,该方案中的一号电动辊轴和二号电动辊轴相互配合可以将不锈钢卷板本体进行输送。
15.本实用新型技术方案的进一步改进在于:所述纵向内应力消除机构包括固定安装在底座顶部的防护外壳,所述防护外壳的背面固定安装有电机,所述电机的输出轴贯穿防护外壳的内部并通过联轴器固定连接有一号挤压辊轴,所述一号挤压辊轴的外壁固定有一号齿轮,所述防护外壳的内部旋转连接有二号挤压辊轴,所述二号挤压辊轴的外壁固定安装有二号齿轮,所述防护外壳的左右两侧开设有进出口。
16.采用上述技术方案,该方案中的电机的运转使得一号挤压辊轴和一号齿轮旋转,通过一号齿轮将二号齿轮进行驱动,致使二号挤压辊轴一同转动,从而将不锈钢卷板本体的起始端进行输送。
17.本实用新型技术方案的进一步改进在于:所述一号电动辊轴和二号电动辊轴的数量为多个,所述一号电动辊轴和二号电动辊轴为等间距的穿插分布,且所述一号电动辊轴和二号电动辊轴呈波浪状排列。
18.采用上述技术方案,该方案中的一号电动辊轴和二号电动辊轴的波浪状排列配合穿插式的分布可以将不锈钢卷板本体反复进行轻微的弯曲,使其消除横向内应力。
19.本实用新型技术方案的进一步改进在于:所述一号齿轮的外壁和二号齿轮的外壁啮合连接,所述一号挤压辊轴和二号挤压辊轴的外壁均为波浪状结构,且所述一号挤压辊轴外部的波浪状结构和二号挤压辊轴外部的波浪状结构相互错位。
20.采用上述技术方案,该方案中的一号挤压辊轴和二号挤压辊轴为相互错位的波浪状,输送时可以对不锈钢卷板本体进行挤压变形。
21.本实用新型技术方案的进一步改进在于:所述一号挤压辊轴的数量为若干个,若干个所述一号挤压辊轴在防护外壳的内部呈水平状等间距分布,且所述一号挤压辊轴两两之间的波浪状结构相互错位。
22.采用上述技术方案,该方案中的水平分布的一号挤压辊轴彼此之间的相互错位,使得挤压力的位置不断改变,不断的施加不同的挤压力,将不锈钢卷板本体内部的纵向内应力消除。
23.由于采用了上述技术方案,本实用新型相对现有技术来说,取得的技术进步是:
24.1、本实用新型提供一种不锈钢卷板加工成型一体机,通过开卷机本体对不锈钢卷板本体进行开卷,不锈钢卷板本体的起始端通过下限位滚筒和上限位滚筒的限位,再通过窗口进入防护壳体的内部,通过一号电动辊轴和二号电动辊轴的转动,配合两者之间的高度之差,将不锈钢卷板本体展开的部分进行波浪状的弯曲输送,消除了不锈钢卷板弯曲成卷时的横向内应力,可以避免加工时材料容易变形的情况。
25.2、本实用新型提供一种不锈钢卷板加工成型一体机,消除完横向内应力的不锈钢
卷板本体通过进出口进入防护外壳的内部,通过电机的运转使得一号挤压辊轴和一号齿轮旋转,通过一号齿轮将二号齿轮进行驱动,致使二号挤压辊轴一同转动,从而将不锈钢卷板本体的起始端进行输送,由于一号挤压辊轴和二号挤压辊轴为相互错位的波浪状,输送时可以对不锈钢卷板本体进行挤压变形,配合水平分布的一号挤压辊轴之间的相互错位,使得挤压力的位置不断改变,不断的施加不同的挤压力,将不锈钢卷板本体内部的纵向内应力消除。
26.3、本实用新型提供一种不锈钢卷板加工成型一体机,通过设置的横向内应力消除机构和纵向内应力消除机构,在对不锈钢卷板加工时一次性消除两种方向内应力,无需在加工时需要先将不锈钢卷板裁断进行二次消除内应力的处理,有效的降低了加工的步骤和流程,并且降低了设备的占地面积,降低使用成本,提升了不锈钢卷板加工成型的质量,便于使用者使用。
附图说明
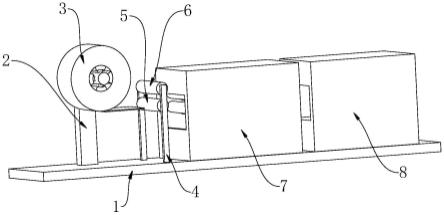
27.图1为本实用新型的整体结构示意图;
28.图2为本实用新型的横向内应力消除机构结构示意图;
29.图3为本实用新型的纵向内应力消除机构俯剖结构示意图;
30.图4为本实用新型的纵向内应力消除机构侧剖结构示意图。
31.图中:1、底座;2、开卷机本体;3、不锈钢卷板本体;4、支撑架;5、下限位滚筒;6、上限位滚筒;7、横向内应力消除机构;8、纵向内应力消除机构;71、防护壳体;72、窗口;73、一号电动辊轴;74、二号电动辊轴;81、防护外壳;82、电机;83、一号挤压辊轴;84、一号齿轮;85、二号齿轮;86、二号挤压辊轴;87、进出口。
具体实施方式
32.下面结合实施例对本实用新型做进一步详细说明:
33.实施例1
34.如图1-4所示,本实用新型提供了一种不锈钢卷板加工成型一体机,包括底座1,底座1的顶部固定安装有开卷机本体2,开卷机本体2的外壁固定安装有不锈钢卷板本体3,底座1的顶部固定安装有限位机构。
35.其中,限位机构包括固定安装在底座1顶部的支撑架4,支撑架4的外壁固定安装有下限位滚筒5,支撑架4的外壁固定安装有上限位滚筒6,在本实施例中,限位机构可以对展开的不锈钢卷板本体3的起始端进行限位输送,方便将其输送进入横向内应力消除机构7的内部。
36.实施例2
37.如图1-4所示,在实施例1的基础上,本实用新型提供一种技术方案:优选的,底座1的顶部固定安装有横向内应力消除机构7,横向内应力消除机构7用于消除不锈钢卷板本体3的横向内应力。
38.进一步的,横向内应力消除机构7包括固定安装在底座1顶部的防护壳体71,防护壳体71的左右两侧开设有窗口72,防护壳体71的内壁固定安装有一号电动辊轴73,防护壳体71的内壁固定安装有二号电动辊轴74,在本实施例中,设置的一号电动辊轴73和二号电
动辊轴74相互配合可以将不锈钢卷板本体3进行输送。
39.更进一步的,一号电动辊轴73和二号电动辊轴74的数量为多个,一号电动辊轴73和二号电动辊轴74为等间距的穿插分布,且一号电动辊轴73和二号电动辊轴74呈波浪状排列,在本实施例中,设置的一号电动辊轴73和二号电动辊轴74的波浪状排列配合穿插式的分布可以将不锈钢卷板本体3反复进行轻微的弯曲,使其消除横向内应力。
40.实施例3
41.如图1-4所示,在实施例1、实施例2的基础上,本实用新型提供一种技术方案:优选的,底座1的顶部固定安装有纵向内应力消除机构8,纵向内应力消除机构8纵向内应力消除机构8用于消除不锈钢卷板本体3的纵向内应力。
42.需要说明的是,纵向内应力消除机构8包括固定安装在底座1顶部的防护外壳81,防护外壳81的背面固定安装有电机82,电机82的输出轴贯穿防护外壳81的内部并通过联轴器固定连接有一号挤压辊轴83,一号挤压辊轴83的外壁固定有一号齿轮84,防护外壳81的内部旋转连接有二号挤压辊轴86,二号挤压辊轴86的外壁固定安装有二号齿轮85,防护外壳81的左右两侧开设有进出口87,在本实施例中,电机82的运转使得一号挤压辊轴83和一号齿轮84旋转,通过一号齿轮84将二号齿轮85进行驱动,致使二号挤压辊轴86一同转动,从而将不锈钢卷板本体3的起始端进行输送。
43.并且,一号齿轮84的外壁和二号齿轮85的外壁啮合连接,一号挤压辊轴83和二号挤压辊轴86的外壁均为波浪状结构,且一号挤压辊轴83外部的波浪状结构和二号挤压辊轴86外部的波浪状结构相互错位,在本实施例中,一号挤压辊轴83和二号挤压辊轴86为相互错位的波浪状,输送时可以对不锈钢卷板本体3进行挤压变形。
44.最后,一号挤压辊轴83的数量为若干个,若干个一号挤压辊轴83在防护外壳81的内部呈水平状等间距分布,且一号挤压辊轴83两两之间的波浪状结构相互错位,在本实施例中,水平分布的一号挤压辊轴83彼此之间的相互错位,使得挤压力的位置不断改变,不断的施加不同的挤压力,将不锈钢卷板本体3内部的纵向内应力消除。
45.下面具体说一下该不锈钢卷板加工成型一体机的工作原理。
46.如图1-4所示,通过开卷机本体2对不锈钢卷板本体3进行开卷,不锈钢卷板本体3的起始端通过下限位滚筒5和上限位滚筒6的限位,再通过窗口72进入防护壳体71的内部,通过一号电动辊轴73和二号电动辊轴74的转动,配合两者之间的高度之差,将不锈钢卷板本体3展开的部分进行波浪状的弯曲输送,消除横向内应力,消除完横向内应力的不锈钢卷板本体3通过进出口87进入防护外壳81的内部,通过电机82的运转使得一号挤压辊轴83和一号齿轮84旋转,通过一号齿轮84将二号齿轮85进行驱动,致使二号挤压辊轴86一同转动,从而将不锈钢卷板本体3的起始端进行输送,由于一号挤压辊轴83和二号挤压辊轴86为相互错位的波浪状,输送时可以对不锈钢卷板本体3进行挤压变形,配合水平分布的一号挤压辊轴83之间的相互错位,使得挤压力的位置不断改变,不断的施加不同的挤压力,将不锈钢卷板本体3内部的纵向内应力消除,消除完应力的不锈钢卷板本体3继续输送至后方的各种加工设备进行后续的加工。
47.上文一般性的对本实用新型做了详尽的描述,但在本实用新型基础上,可以对之做一些修改或改进,这对于技术领域的一般技术人员是显而易见的。因此,在不脱离本实用新型思想精神的修改或改进,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1