一种多工位夹具的制作方法
本技术涉及夹具,具体为一种多工位夹具。
背景技术:
1、目前,现有的工件加工,如果利用数控机床削切,中央的产品如果削切位于产品中央的部分和削切产品外围部分,一般是分开两步操作的,加工好中央,再手动翻转或更换夹具加工外部边缘,单一夹具,只能同时加工一个,效率低。
技术实现思路
1、本实用新型要解决的技术问题是克服现有的缺陷,提供一种多工位夹具,能同时加工多个,利用工件特点(外边缘具有环形凹槽)、通过电磁铁磁吸压块配合夹具上的压板来固定工件,需要加工外边缘的边角时,只需翻转工件即可直接加工,可以提高加工效率,可以有效解决背景技术中的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种多工位夹具,包括:
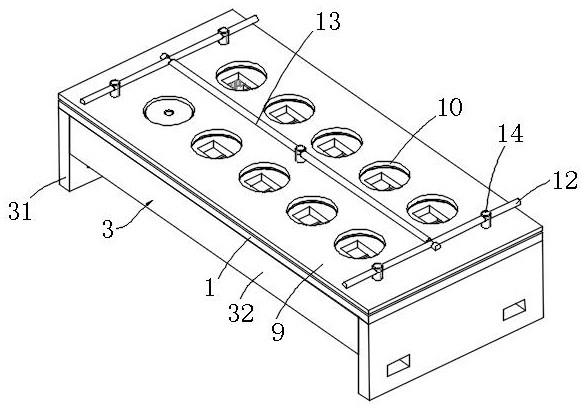
3、底架,上设置有气缸,所述气缸的缸体通过螺栓固定连接加工台板的底部,所述加工台板的上侧矩形阵列开设有限位圆槽,所述限位圆槽的中部开设有矩形通孔,所述加工台板上对应气缸的位置开设有插孔,所述气缸的顶部伸缩端固定连接控制立柱的底部,所述控制立柱的顶部穿过插孔,所述底架上对应限位圆槽的位置设置有电磁铁;
4、压板,上开设有与限位圆槽上下对应的加工通孔,压板上对应控制立柱的位置开设有连接孔,所述控制立柱的顶部连接连接孔;
5、压块,设置在限位圆槽和矩形通孔内,且压块为铁块。
6、通过气缸将控制立柱升起,从而带动压板上升,然后将工件放入到加工台板上的限位圆槽内,其中工件的底部外周侧开设有环形凹槽,工件的中部开设有矩形孔,然后气缸将控制立柱下降,从而带动压板下降,通过压板将工件压到限位圆槽内,此时可以加工工件中部的矩形孔,然后通过气缸将压板再次升起,将工件翻转一百八十度,在工件上放上压块,然后启动电磁铁将压块磁吸下压,对工件固定,此时压块和限位圆槽内侧之间留有环形间隙,此时透过环形间隙加工工件的底部外周侧,可以加工多个工件,可以提高工件的加工效率。
7、进一步的,所述气缸为五个,且四个气缸设置在底架的顶部四角,最后一个气缸设置在底架的顶部中心,气缸用于提高压板升降的稳定性。
8、进一步的,还包括压架,五个控制立柱的顶端延伸至压板的上侧并且连接压架,压架用于避免控制立柱与压板受力过大而脱离。
9、进一步的,所述压块的顶部为圆形板,且圆形板的底部中心连接有矩形块。进一步的,所述圆形板的直径小于限位圆槽的直径,所述矩形块的外侧与矩形通孔相互配合。圆形板的底部用于压住工件的上侧,矩形块伸入到加工工件中部的矩形孔和矩形通孔内,通过电磁铁的磁吸可以提高对工件的固定效果。
10、进一步的,所述加工通孔的直径小于限位圆槽的直径,确保压板能压到工件的顶部外边沿。
11、与现有技术相比,本实用新型的有益效果是:本多工位夹具,具有以下好处:
12、1、通过气缸将控制立柱升起,从而带动压板上升,然后将工件放入到加工台板上的限位圆槽内,然后气缸将控制立柱下降,从而带动压板下降,通过压板将工件压到限位圆槽内,此时可以加工工件中部的矩形孔,然后通过气缸将压板再次升起,将工件翻转一百八十度,在工件上放上压块,然后启动电磁铁将压块磁吸下压,对工件固定,可以加工多个工件,可以提高工件的加工效率。
13、2、利用工件特点(外边缘具有环形凹槽)、通过电磁铁磁吸压块配合夹具上的压板来固定工件,需要加工外边缘的边角时,只需翻转工件即可直接加工,可以提高加工效率。
技术特征:
1.一种多工位夹具,其特征在于,包括:
2.根据权利要求1所述的一种多工位夹具,其特征在于:所述气缸(4)为五个,且四个气缸(4)设置在底架(3)的顶部四角,最后一个气缸(4)设置在底架(3)的顶部中心。
3.根据权利要求2所述的一种多工位夹具,其特征在于:还包括压架,五个控制立柱(14)的顶端延伸至压板(9)的上侧并且连接压架。
4.根据权利要求1所述的一种多工位夹具,其特征在于:所述压块(8)的顶部为圆形板,且圆形板的底部中心连接有矩形块。
5.根据权利要求4所述的一种多工位夹具,其特征在于:所述圆形板的直径小于限位圆槽(5)的直径,所述矩形块的外侧与矩形通孔(6)相互配合。
6.根据权利要求1所述的一种多工位夹具,其特征在于:所述加工通孔(10)的直径小于限位圆槽(5)的直径。
技术总结
本技术公开了一种多工位夹具,涉及夹具技术领域,包括:底架,上设置有气缸,所述气缸的缸体通过螺栓固定连接加工台板的底部,所述加工台板的上侧矩形阵列开设有限位圆槽,所述限位圆槽的中部开设有矩形通孔,所述加工台板上对应气缸的位置开设有插孔,所述气缸的顶部伸缩端固定连接控制立柱的底部,所述控制立柱的顶部穿过插孔,所述底架上对应限位圆槽的位置设置有电磁铁;该多工位夹具,能同时加工多个,利用工件特点(外边缘具有环形凹槽)、通过电磁铁磁吸压块配合夹具上的压板来固定工件,需要加工外边缘的边角时,只需翻转工件即可直接加工,可以提高加工效率。
技术研发人员:石险峰
受保护的技术使用者:中山市研井精密机械有限公司
技术研发日:20221031
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!