一种凸轮轴卧式加工的气动夹紧装置的制作方法
1.本实用新型涉及一种凸轮轴卧式加工的气动夹紧装置。
背景技术:
2.在机床上对工件进行机械加工时,需要对工件进行安装夹紧,通常的办法是采用压板进行夹紧,由于受产品的形状及工装夹具的结构限制,往往需要将压紧和定位装置分别布置在夹具的两侧,使用时将工件放在夹具上,通过压板对工件进行夹紧,但是,传统的压板难以实现快速压紧,在实际使用中常常带来不便,造成工作效率低下,因此,需要设计一种既能满足加工要求,同时又能使操作者操作方便、使用高效的夹紧装置。
3.凸轮轴卧式加工夹紧装置工艺陈旧且复杂,在凸轮轴的加工过程中易发生径向跳动和轴向窜动,难以完成有效的加工作业,导致废品率偏高,又由于多数采用手动拧螺丝,锁紧和拧松,手动压紧压块,一系列人工操作加工步骤,导致加工耗时较长,加工出来的凸轮轴各相关尺寸不够稳定,废品率也具高不下,操作繁琐,不能适应当前批量产品生产的要求。
技术实现要素:
4.本实用新型的目的旨在提供一种凸轮轴卧式加工的气动夹紧装置,克服现有技术的不足和缺陷,一次性装夹,既牢固又稳定,避免了加工过程中的径向跳动和轴向窜动,大幅提高了加工成品率。
5.为实现上述目的,本实用新型的凸轮轴卧式加工的气动夹紧装置,包括底板、气缸、支撑座和连接板,底板设为矩形,固定在机床上,支撑座设置在底板的一侧,支撑座底部与底板固定连接,所述支撑座上面中间部位设置“u”型凹槽,“u”型凹槽右侧下方设置圆弧形轴向定位板,圆弧形轴向定位板与支撑座内侧固定连接,“u”型凹槽上方对应设置圆弧形压盖,圆弧形压盖一端与支撑座上面一端活动连接,圆弧形压盖另一端设置斜坡,与压盖上设有斜坡一端对应的支撑座侧面设置连接板,连接板一面分别与底板和支撑座固定连接,连接板另一面与气缸固定连接,连接板上与气缸伸缩压板对应的位置设置矩形贯通孔,气缸伸缩压板与设有斜坡的压盖一端对应。
6.圆弧形压盖一端设置榫槽,与圆弧形压盖一端榫槽对应的支撑座一端上设置榫头,榫槽和榫头嵌合的中部设置通孔,通过销栓使圆弧形压盖与支撑座活动连接。
7.圆弧形压盖另一端设置20
°
斜坡。
8.本实用新型的凸轮轴卧式加工的气动夹紧装置与现有技术相比具有如下优异效果。
9.本实用新型的凸轮轴卧式加工的气动夹紧装置,采用一体式组装结构,“u”型凹槽中心与浮动顶尖中心在同一直线上,待加工的凸轮轴置于夹具中间,使凸轮轴中心和夹具中心在一条直线上,夹具尾部顶尖顶紧凸轮轴一端,凸轮轴另一端置于“u”型凹槽中,待凸轮轴准确定位后,使轴向定位板与凸轮轴基准面紧密贴面,盖上压盖,启动气缸,气缸伸缩
板置于20
°
斜坡端的压盖上,将压盖固定,从而固定凸轮轴,使凸轮轴在加工过程中不会发生上、下跳动的现象,由于轴向定位板与凸轮轴基准面紧密贴面,凸轮轴在加工过程中不会发生左、右窜动的现象,更不会在加工过程中产生震动现象,保证了产品的精度要求,解决了现有技术的繁琐和产品质量不稳定的问题,提高了加工的成品率和合格率,降低了生产成本,操作方便,且夹具使用寿命大幅延长,对于新手也更容易接受和掌握。
附图说明
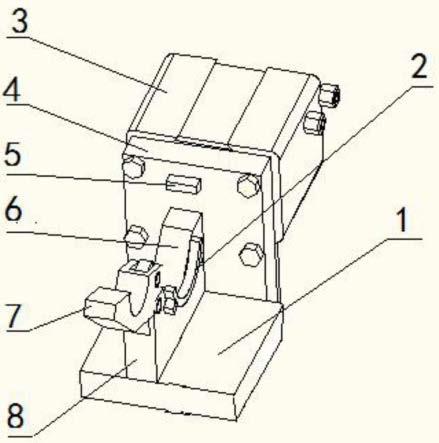
10.图1为本实用新型的凸轮轴卧式加工的气动夹紧装置示意图。
11.其中:1、为底板,2、为轴向定位板,3、为气缸,4、为连接板,5、为压板,6、为u型凹槽,7、为压盖,8、为支撑座。
具体实施方式
12.下面结合附图对本实用新型的凸轮轴卧式加工的气动夹紧装置做进一步的详细说明。
13.图1所示的凸轮轴卧式加工的气动夹紧装置,包括底板1、气缸3、支撑座8和连接板4,底板1设为矩形,固定在机床上,支撑座8设置在底板1的一侧,支撑座8底部与底板1固定连接,所述支撑座8上面中间部位设置“u”型凹槽,“u”型凹槽右侧下方设置圆弧形轴向定位板2,圆弧形轴向定位板2与支撑座8内侧固定连接,“u”型凹槽上方对应设置圆弧形压盖7,圆弧形压盖7一端与支撑座8上面一端活动连接,圆弧形压盖7另一端设置斜坡,与压盖7上设有斜坡一端对应的支撑座8侧面设置连接板4,连接板4一面分别与底板1和支撑座8固定连接,连接板4另一面与气缸3固定连接,连接板4上与气缸伸缩压板5对应的位置设置矩形贯通孔,气缸伸缩压板5与设有斜坡的压盖7一端对应。
14.圆弧形压盖7一端设置榫槽,与圆弧形压盖7一端榫槽对应的支撑座8一端上设置榫头,榫槽和榫头嵌合的中部设置通孔,通过销栓使圆弧形压盖7与支撑座8活动连接。
15.圆弧形压盖7另一端设置20
°
斜坡。
16.将凸轮轴一端径向定位外圆置于“u”型凹槽6上,使凸轮轴的定位外圆与“u”型凹槽6靠牢,在尾部顶尖作用下,使凸轮轴的基准面与轴向定位板2紧密贴面,向上拨动压盖7,将凸轮轴的定位外圆表面与压盖7凹槽圆弧面紧密贴合,启动气缸3,压板5伸出,紧压压盖7,锁紧凸轮轴,启动机床,对凸轮轴进行加工,待加工完成后,气缸3停止工作,压板5收缩,翻开压盖7,取出加工完成后的凸轮轴,依次继续加工下一凸轮轴。
技术特征:
1.一种凸轮轴卧式加工的气动夹紧装置,包括底板(1)、气缸(3)、支撑座(8)和连接板(4),底板(1)设为矩形,固定在机床上,支撑座(8)设置在底板(1)的一侧,支撑座(8)底部与底板(1)固定连接,其特征在于所述支撑座(8)上面中间部位设置“u”型凹槽,“u”型凹槽右侧下方设置圆弧形轴向定位板(2),圆弧形轴向定位板(2)与支撑座(8)内侧固定连接,“u”型凹槽上方对应设置圆弧形压盖(7),圆弧形压盖(7)一端与支撑座(8)上面一端活动连接,圆弧形压盖(7)另一端设置斜坡,与压盖(7)上设有斜坡一端对应的支撑座(8)侧面设置连接板(4),连接板(4)一面分别与底板(1)和支撑座(8)固定连接,连接板(4)另一面与气缸(3)固定连接,连接板(4)上与气缸伸缩压板(5)对应的位置设置矩形贯通孔,气缸伸缩压板(5)与设有斜坡的压盖(7)一端对应。2.根据权利要求1所述的凸轮轴卧式加工的气动夹紧装置,其特征在于圆弧形压盖(7)一端设置榫槽,与圆弧形压盖(7)一端榫槽对应的支撑座(8)一端上设置榫头,榫槽和榫头嵌合的中部设置通孔,通过销栓使圆弧形压盖(7)与支撑座(8)活动连接。3.根据权利要求1所述的凸轮轴卧式加工的气动夹紧装置,其特征在于圆弧形压盖(7)另一端设置20
°
斜坡。
技术总结
本实用新型公开了一种凸轮轴卧式加工的气动夹紧装置,包括底板(1)、气缸(3)、支撑座(8)和连接板,连接板分别与支撑座(8)和气缸(3)固定连接,支撑座(8)固定在底板(1)上,采用本实用新型,解决了现有技术的繁琐和产品质量不稳定的问题,提高了加工的成品率和合格率,降低了生产成本,操作方便,且夹具使用寿命大幅延长,对于新手也更容易接受和掌握。对于新手也更容易接受和掌握。对于新手也更容易接受和掌握。
技术研发人员:徐道广 朱振滔 杨启明 余天 纪金强 王刚
受保护的技术使用者:江西同欣机械制造股份有限公司
技术研发日:2022.10.31
技术公布日:2023/2/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1