一种CNC加工用定位检测装置的制作方法
本技术涉及cnc加工,具体为一种cnc加工用定位检测装置。
背景技术:
1、数控加工中心是一种带有刀库并能自动更换刀具,对工件能够在一定的范围内进行多种加工操作的数控机床,在加工中心上加工零件的特点是:被加工零件经过一次装夹后,数控系统能控制机床按不同的工序自动选择和更换刀具;自动改变机床主轴转速、进给量和刀具相对工件的运动轨迹及其它辅助功能,连续地对工件各加工面自动地进行钻孔、锪孔、铰孔、镗孔、攻螺纹和铣削等多工序加工。
2、现有的cnc数控加工车床在使用的过程中需要利用多爪卡盘对工件进行夹持,比如在加工一些圆形的工件时,需要将工件抵触定位卡合在卡盘上,同时为了保证整体切削精度,在对工件进行夹持时,需要保证工件的一侧与卡盘的内壁贴合,从而保证整体切削的精度,保证整体的平整性,现有的在检测工件的一侧与卡盘的内壁贴合时多数利用肉眼去进行观察,整体在进行观察时不确定性高,无法直观的表示,从而无法保证整体后期的切削精度和整体的平整性。
技术实现思路
1、本实用新型的目的在于提供一种cnc加工用定位检测装置,以解决上述背景技术中提出的现有的cnc数控加工车床在使用的过程中需要利用多爪卡盘对工件进行夹持,比如在加工一些圆形的工件时,需要将工件抵触定位卡合在卡盘上,同时为了保证整体切削精度,在对工件进行夹持时,需要保证工件的一侧与卡盘的内壁贴合,从而保证整体切削的精度,保证整体的平整性,现有的在检测工件的一侧与卡盘的内壁贴合时多数利用肉眼去进行观察,整体在进行观察时不确定性高,无法直观的表示,从而无法保证整体后期的切削精度和整体的平整性的问题。
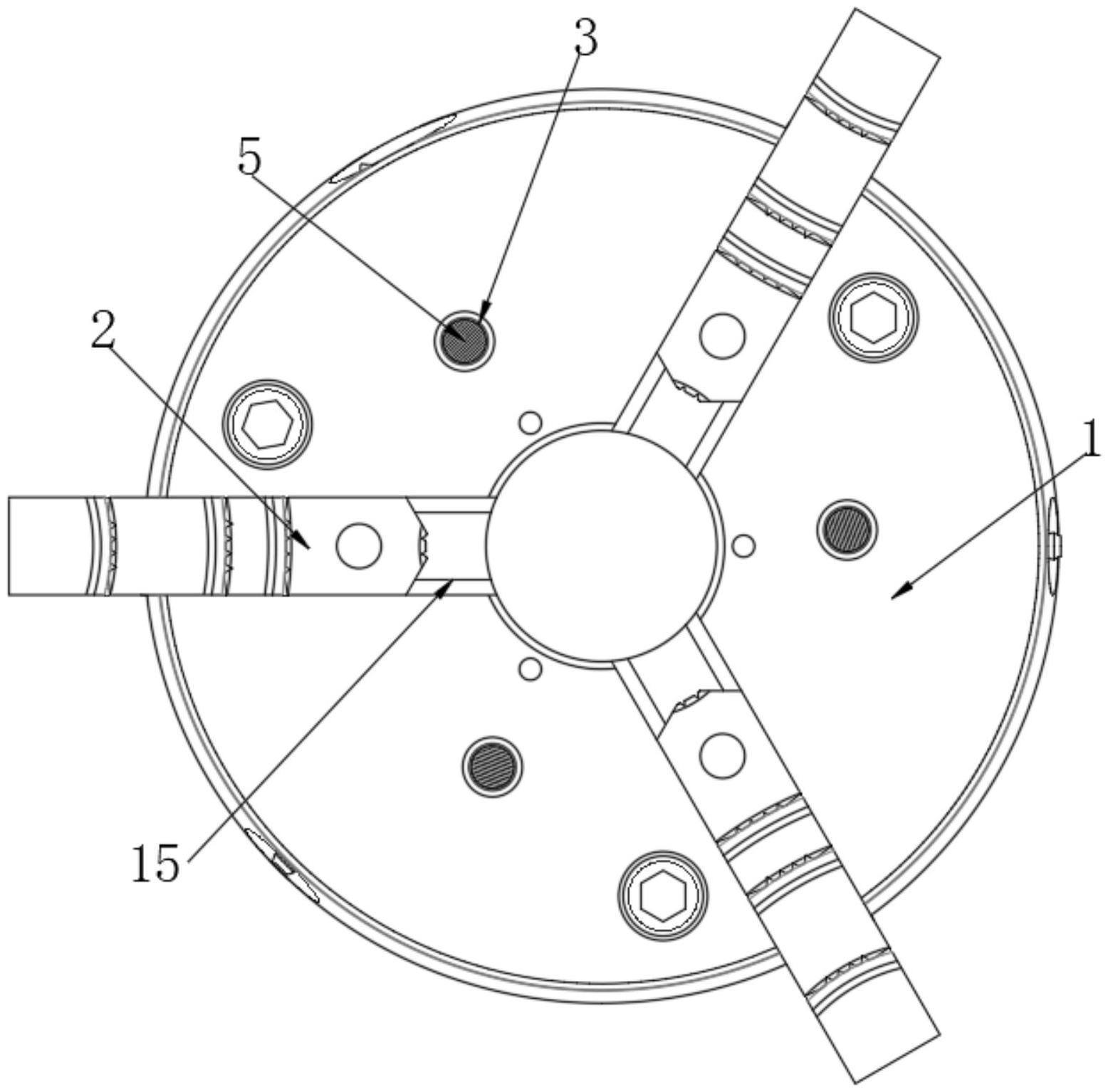
2、为实现上述目的,本实用新型提供如下技术方案:一种cnc加工用定位检测装置,包括三爪卡盘、卡齿、限位孔、辅助孔、限位卡槽,所述三爪卡盘的顶端外表面等间距嵌入式设置有限位卡槽,所述限位卡槽的内部均卡合华东设置有卡齿,所述三爪卡盘位于2个卡齿之间的外表面内部均嵌入式设置有限位孔,所述限位孔靠近底端的一侧贯穿导通设置有辅助孔,且辅助孔的输出端贯穿安装在三爪卡盘的一侧外部,所述限位孔的内部设置有抵触杆一,且辅助孔的内部设置有抵触杆二。
3、优选的,所述抵触杆一靠近抵触杆二的底端一侧外表面设置为圆弧状,所述抵触杆二靠近抵触杆一设置圆弧端一侧也设置为圆弧状,所述抵触杆一的一侧圆弧端与抵触杆二的一侧圆弧端抵触贴合;
4、采用上述技术方案使得整体在使用时抵触杆一在移动抵触的过程中能够带动抵触杆二同时进行运动。
5、优选的,所述抵触杆一和抵触杆二靠近中间位置的一侧外表面均贯穿设置有安装环,所述三爪卡盘位于辅助孔和限位孔的一侧内部均预设有限位滑槽,所述安装环靠近限位滑槽的一侧外表面均安装设置有限位滑块;
6、采用上述技术方案使得通过限位滑块和限位滑槽的滑动连接,从而使得抵触杆一和抵触杆整体在进行的移动的过程中整体移动更加稳定。
7、优选的,所述限位滑块均卡合滑动安装在限位滑槽的内部,所述限位孔内部的限位滑块远离三爪卡盘顶端的一侧外表面与限位滑槽的一侧内壁之间安装设置有压缩弹簧,所述辅助孔内部的限位滑块靠近三爪卡盘外部的一侧外表面与限位滑槽的一侧内壁之间也安装设置有压缩弹簧;
8、采用上述技术方案使得通过压缩弹簧的设置,从而使得整体在不受到抵触后会自动进行复位,整体的使用效果更好。
9、优选的,所述三爪卡盘位于辅助孔和限位孔远离限位滑槽的一侧内部均预设有限位槽,所述安装环靠近限位槽的一侧均安装设置有辅助块,所述辅助块均卡合滑动安装在限位槽的一侧内部;
10、采用上述技术方案使得通过辅助块和限位槽的滑动卡合,使得抵触杆一和抵触杆整体在进行移动时,整体的使用效果更好,整体更加稳定。
11、优选的,所述辅助孔和限位孔靠近三爪卡盘外部的一侧内壁上均贴合连接设置有密封圈,所述抵触杆二的一侧外表面上均设置有刻度尺;
12、采用上述技术方案使得通过密封圈的设置,从而使得装置整体在使用的过程中防止杂质灰尘进入,保证整体的使用寿命,同时通过刻度尺的设置,使得整体检测观察时更加方便。
13、与现有技术相比,本实用新型的有益效果是:该cnc加工用定位检测装置:
14、1.该装置在使用的过程中当工件在与三爪卡盘的一侧内壁贴合抵触后,进行夹持,整体贴合抵触后工件会挤压多个抵触杆一,使得抵触杆一回收同时挤压抵触杆二,使得抵触杆二伸出,使得其一侧的刻度有所变化,从而整体夹持后可通过观察多处的刻度尺,从而判断工件表面是否与三爪卡盘的表面精密贴合,之后对没有达到统一刻度的位置进行敲打抵触,保证统一性,整体检测较为直观,降低整体检测的误差,提高整体后期切削的精度和平整性;
15、2.设置有压缩弹簧和限位滑块,整体在进行抵触压缩时,通过抵触杆一和抵触杆二的移动从而带动一侧的限位滑块在限位滑槽的内部进行滑动,之后脱离抵触后,此时会通过压缩弹簧的复位特性带动抵触杆一和抵触杆二进行移动复位,整体使用方便;
16、3.抵触杆一和抵触杆二整体在进行移动的过程中通过辅助块与限位槽的滑动卡合,从而使得整体在进行移动的过程中整体移动更加稳定,同时通过在限位孔和辅助孔的出口内壁上均固定设置有密封圈,从而减少杂志和灰尘进入,延长整体的使用寿命。
技术特征:
1.一种cnc加工用定位检测装置,包括三爪卡盘(1)、卡齿(2)、限位孔(3)、辅助孔(4)、限位卡槽(15),其特征在于:所述三爪卡盘(1)的顶端外表面等间距嵌入式设置有限位卡槽(15),所述限位卡槽(15)的内部均卡合华东设置有卡齿(2),所述三爪卡盘(1)位于2个卡齿(2)之间的外表面内部均嵌入式设置有限位孔(3),所述限位孔(3)靠近底端的一侧贯穿导通设置有辅助孔(4),且辅助孔(4)的输出端贯穿安装在三爪卡盘(1)的一侧外部,所述限位孔(3)的内部设置有抵触杆一(5),且辅助孔(4)的内部设置有抵触杆二(6)。
2.根据权利要求1所述的一种cnc加工用定位检测装置,其特征在于:所述抵触杆一(5)靠近抵触杆二(6)的底端一侧外表面设置为圆弧状,所述抵触杆二(6)靠近抵触杆一(5)设置圆弧端一侧也设置为圆弧状,所述抵触杆一(5)的一侧圆弧端与抵触杆二(6)的一侧圆弧端抵触贴合。
3.根据权利要求1所述的一种cnc加工用定位检测装置,其特征在于:所述抵触杆一(5)和抵触杆二(6)靠近中间位置的一侧外表面均贯穿设置有安装环(8),所述三爪卡盘(1)位于辅助孔(4)和限位孔(3)的一侧内部均预设有限位滑槽(7),所述安装环(8)靠近限位滑槽(7)的一侧外表面均安装设置有限位滑块(9)。
4.根据权利要求3所述的一种cnc加工用定位检测装置,其特征在于:所述限位滑块(9)均卡合滑动安装在限位滑槽(7)的内部,所述限位孔(3)内部的限位滑块(9)远离三爪卡盘(1)顶端的一侧外表面与限位滑槽(7)的一侧内壁之间安装设置有压缩弹簧(10),所述辅助孔(4)内部的限位滑块(9)靠近三爪卡盘(1)外部的一侧外表面与限位滑槽(7)的一侧内壁之间也安装设置有压缩弹簧(10)。
5.根据权利要求4所述的一种cnc加工用定位检测装置,其特征在于:所述三爪卡盘(1)位于辅助孔(4)和限位孔(3)远离限位滑槽(7)的一侧内部均预设有限位槽(11),所述安装环(8)靠近限位槽(11)的一侧均安装设置有辅助块(12),所述辅助块(12)均卡合滑动安装在限位槽(11)的一侧内部。
6.根据权利要求5所述的一种cnc加工用定位检测装置,其特征在于:所述辅助孔(4)和限位孔(3)靠近三爪卡盘(1)外部的一侧内壁上均贴合连接设置有密封圈(14),所述抵触杆二(6)的一侧外表面上均设置有刻度尺(13)。
技术总结
本技术公开了一种CNC加工用定位检测装置,包括三爪卡盘、卡齿、限位孔、辅助孔、限位卡槽,所述三爪卡盘的顶端外表面等间距嵌入式设置有限位卡槽,所述限位卡槽的内部均卡合华东设置有卡齿,所述三爪卡盘位于2个卡齿之间的外表面内部均嵌入式设置有限位孔,所述限位孔靠近底端的一侧贯穿导通设置有辅助孔,该CNC加工用定位检测装置,使得抵触杆二伸出,使得其一侧的刻度有所变化,从而整体夹持后可通过观察多处的刻度尺,从而判断工件表面是否与三爪卡盘的表面精密贴合,之后对没有达到统一刻度的位置进行敲打抵触,保证统一性,整体检测较为直观,降低整体检测的误差,提高整体后期切削的精度和平整性。
技术研发人员:张涛,项高岩
受保护的技术使用者:苏州驰旺精密五金有限公司
技术研发日:20221101
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!