一种自动冲孔工装的制作方法
1.本实用新型涉及锻造设备技术领域,具体的说是一种自动冲孔工装。
背景技术:
2.锻造压机是对热态金属进行锻造的液压机或机械压力机,广泛用于精密锻造、齿轮加工精密下料、机加工、轴承加工、汽车厂、摩托车厂、曲轴加工厂、轧钢厂等行业。锻造环形件时通常采用人工冲孔,先对热坯料的一侧进行冲压,然后作业人员将热坯料手动翻面后二次冲压成型,冲孔时采用人工手动定位,定位不精确时,容易冲偏或产生废品。锻造过程中产生的冲孔连皮需人工及时拾取,否则会影响下次锻造,费时费力,工作效率低,存在一定的安全隐患。
技术实现要素:
3.本实用新型的目的是提供一种自动冲孔工装,能够一次完成冲孔作业,无需人工翻面进行二次冲孔,提高工作效率,降低安全隐患。
4.为实现上述目的,本实用新型所采取的技术方案为:
5.一种自动冲孔工装,包括上座和下座,所述上座的上部中心开设有冲头安装孔,冲头安装孔中安装有上冲头,上座的下部为中空的腔体,上座下部的侧壁形成导向板,上冲头位于腔体中心;所述下座的中心开设有与冲头安装孔同轴的凹字型定位台阶孔,定位台阶孔的中心开设有坯料定位孔,定位台阶孔的上方安装有通过螺栓把合在下座上表面的脱料板,脱料板的中心开设有冲头贯穿孔,冲头贯穿孔的内径大于上冲头的外径,小于坯料定位孔的内径;坯料定位孔的下方开设有连皮落料通孔,连皮落料通孔的底端开设于下座的侧壁下部;坯料定位孔与下座的外壁一侧开设有水平的进出料通道。
6.优选的,所述上冲头的连接杆与冲头安装孔螺纹连接。
7.优选的,所述连皮落料通孔的上部为与上冲头同轴的竖直孔,下部为倾斜孔。
8.优选的,所述下座上开设有数个均布于定位台阶孔外侧的盲孔,盲孔中安装有弹簧,弹簧的上部延伸至脱料板的上方,导杆的下部套接在弹簧的中心,导杆的上部固定在上座中。
9.优选的,所述盲孔至少有两个。
10.优选的,所述上座的下部侧壁与下座的外壁间隙配合。
11.本实用新型在使用过程中,作业人员将本实用新型放置于锻造压机的工作台上,操作机夹持热坯料从进出料通道将热坯料放置于坯料定位孔内,作业人员操控锻造压机的上砧捶打上座,上座带动上冲头穿过冲头贯穿孔对热坯料进行冲孔作业,无需二次翻转坯料,即可快速完成热坯料的冲孔。同时弹簧被压缩。热坯料冲孔完成后,锻造压机上砧回程,上座在弹簧的作用下向上顶升,粘连在上冲头外壁上的热坯一同向上升起,当热坯的顶部碰触到脱料板的下表面后,热坯与上冲头分离,热坯掉落至坯料定位孔内,上座恢复至原位,操作机从进出料通道将热坯夹取出来,完成坯料的冲孔作业。冲孔过程中产生的连皮从
连皮落料通孔中滑落出下座,进行收集处理。
12.本实用新型利用上座、下座和上冲头,在下座开设与上冲头同轴的坯料定位孔,能够快速完成热坯料的冲孔作业,无需人工二次翻料,提高了工作效率,保证了定位精度,降低了废品率。
13.本实用新型中上座的下部为中空的腔体,形成导向板,上座下部的侧壁与下座的外壁之间为间隙配合,保证了锻压冲孔作业的可靠性。
14.本实用新型在下座和上座之间设置弹簧及导杆,保证了冲孔作业的精准度,同时通过弹簧的反弹力即可将上座抬升至原位,提高了设备的自动化程度。
15.本实用新型在下座的坯料定位孔下方设置连皮落料通孔,冲孔作业过程中产生的连皮在重力作用下从连皮落料通孔中滑落出下座,无需人工捡拾,保证了作业过程的连贯性,提高工作效率,降低了作业风险。
16.本实用新型在坯料定位孔的上方设置脱料板,使锻造压机回程中粘连在上冲头表面的热坯,提高了工作效率。
17.本实用新型所述的工装可根据坯料待冲孔的大小进行不同直径的设计,可广泛适用于各类冲孔作业,具有先进性,是提高设备使用性能和产品质量的重要因素,不仅能提高生产效率,而且能降低能耗。
附图说明
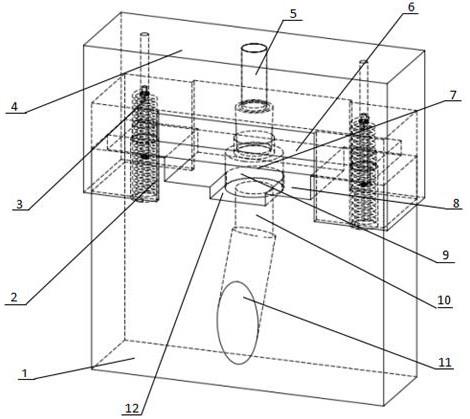
18.图1是本实用新型的结构示意图;
19.图2是图1中实用新型的剖视图;
20.图中:1、下座,2、弹簧,3、导杆,4、上座,5、上冲头,6、脱料板,7、热坯料,8、定位台阶孔,9、坯料定位孔,10、冲头贯穿孔,11、连皮落料通孔,12、进出料通道,13、盲孔。
具体实施方式
21.下面结合附图对本实用新型做进一步详细的说明。
22.如图1所示的一种自动冲孔工装,包括上座4和下座1,上座4的上部中心开设有冲头安装孔,冲头安装孔中安装有上冲头5,上座4的下部为中空的腔体,上座4下部的侧壁形成导向板,上座4的下部侧壁与下座1的外壁间隙配合,上冲头5位于腔体中心;下座1的中心开设有与冲头安装孔同轴的凹字型定位台阶孔8,定位台阶孔8的中心开设有坯料定位孔9,定位台阶孔8的上方安装有通过螺栓把合在下座1上表面的脱料板6,脱料板6的中心开设有冲头贯穿孔10,冲头贯穿孔10的内径大于上冲头5的外径,小于坯料定位孔9的内径;坯料定位孔9的下方开设有连皮落料通孔11,连皮落料通孔11的底端开设于下座1的侧壁下部;坯料定位孔9与下座1的外壁上开设有水平的进出料通道12。
23.上冲头5的连接杆与冲头安装孔螺纹连接。
24.连皮落料通孔11的上部为与上冲头5同轴的竖直孔,下部为倾斜孔,竖直孔的高度大于热坯料7的高度。
25.下座1上开设有2个对称开设于定位台阶孔8外侧的盲孔13,盲孔13中安装有弹簧2,弹簧2的上部延伸至脱料板6的上方,导杆3的下部套接在弹簧2的中心,导杆3的上部固定在上座4中。
26.本实用新型在使用过程中,作业人员将本实用新型放置于锻造压机的工作台上,操作机夹持热坯料7从进出料通道12将热坯料7放置于坯料定位孔9内,作业人员操控锻造压机的上砧捶打上座4,上座4带动上冲头5穿过冲头贯穿孔10对热坯料7进行冲孔作业,无需二次翻转坯料,即可快速完成热坯料7的冲孔。同时弹簧2被压缩。热坯料冲孔完成后,锻造压机上砧回程,上座4在弹簧2的作用下向上顶升,粘连在上冲头5外壁上的热坯一同向上升起,当热坯的顶部碰触到脱料板6的下表面后,热坯与上冲头5分离,热坯掉落至坯料定位孔9内,上座4恢复至原位,操作机从进出料通道12将热坯夹取出来,完成坯料的冲孔作业。冲孔过程中产生的连皮从连皮落料通孔11中滑落出下座1,进行收集处理。
27.本实用新型利用上座、下座和上冲头,在下座开设与上冲头同轴的坯料定位孔,能够快速完成热坯料的冲孔作业,无需人工二次翻料,提高了工作效率,保证了定位精度,降低了废品率。
28.以上的仅是本实用新型的优选实例。应当指出对于本领域的普通技术人员来说,在本实用新型所提供的技术启示下,还可以做出其它等同变形和改进,也应视为本实用新型的保护范围。
技术特征:
1.一种自动冲孔工装,包括上座(4)和下座(1),其特征在于:所述上座(4)的上部中心开设有冲头安装孔,冲头安装孔中安装有上冲头(5),上座(4)的下部为中空的腔体,上座(4)下部的侧壁形成导向板,上冲头(5)位于腔体中心;所述下座(1)的中心开设有与冲头安装孔同轴的凹字型定位台阶孔(8),定位台阶孔(8)的中心开设有坯料定位孔(9),定位台阶孔(8)的上方安装有通过螺栓把合在下座(1)上表面的脱料板(6),脱料板(6)的中心开设有冲头贯穿孔(10),冲头贯穿孔(10)的内径大于上冲头(5)的外径,小于坯料定位孔(9)的内径;坯料定位孔(9)的下方开设有连皮落料通孔(11),连皮落料通孔(11)的底端开设于下座(1)的侧壁下部;坯料定位孔(9)与下座(1)的外壁一侧开设有水平的进出料通道(12)。2.根据权利要求1所述的一种自动冲孔工装,其特征在于:所述上冲头(5)的连接杆与冲头安装孔螺纹连接。3.根据权利要求1或2所述的一种自动冲孔工装,其特征在于:所述连皮落料通孔(11)的上部为与上冲头(5)同轴的竖直孔,下部为倾斜孔。4.根据权利要求3所述的一种自动冲孔工装,其特征在于:所述下座(1)上开设有数个均布于定位台阶孔(8)外侧的盲孔(13),盲孔(13)中安装有弹簧(2),弹簧(2)的上部延伸至脱料板(6)的上方,导杆(3)的下部套接在弹簧(2)的中心,导杆(3)的上部固定在上座(4)中。5.根据权利要求4所述的一种自动冲孔工装,其特征在于:所述盲孔(13)至少有两个。6.根据权利要求1所述的一种自动冲孔工装,其特征在于:所述上座(4)的下部侧壁与下座(1)的外壁间隙配合。
技术总结
本实用新型公开了一种自动冲孔工装,包括上座和下座,上座的上部中心开安装有上冲头,上座的下部为中空的腔体,下座的中心开设有定位台阶孔,定位台阶孔的中心开设有坯料定位孔,定位台阶孔的上方安装有把合在下座上表面的脱料板,脱料板的中心开设有冲头贯穿孔;坯料定位孔的下方开设有连皮落料通孔,连皮落料通孔的底端开设于下座的侧壁下部;坯料定位孔与下座的外壁一侧开设有水平的进出料通道。本实用新型利用上座、下座和上冲头,在下座开设与上冲头同轴的坯料定位孔,能够快速完成热坯料的冲孔作业,无需人工二次翻料,提高了工作效率,保证了定位精度,降低了废品率。降低了废品率。降低了废品率。
技术研发人员:田万江 贾鋆 铁新宇 栾大为 张向龙 张建鹏 陈彦蓉
受保护的技术使用者:兰州兰石重工有限公司
技术研发日:2022.11.01
技术公布日:2023/3/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1