一种堆焊型电磁阀芯结构的制作方法
本技术涉及电磁阀芯领域,尤其涉及一种堆焊型电磁阀芯结构。
背景技术:
1、电磁阀芯的材质选用主要根据实际工况条件决定,在具有腐蚀性介质环境中使用的电磁阀芯宜选用铜合金材料的电磁阀,而且在使用频率较高的环境中若阀芯的材质是碳钢,其本身的硬度高,与阀壳摩擦中没有软硬差,常有锈屑脱落,导致电磁阀芯非常容易损坏。所以电磁阀芯中间与阀壳接触位置需要焊接铜合金,目的一是为了与阀壳接触面达到一定的软硬差,不易损坏;二是为了达到一定的耐腐蚀性。
2、目前电磁阀芯的规格多种多样,焊接铜合金往往采用mig电弧焊进行,产生的焊接型电磁阀芯上焊缝多,焊缝之间紧密性不足焊缝熔合无法保证,容易导致焊接型电磁阀芯强度低,耐腐蚀性不均匀的问题。机器人cmt堆焊是目前新起的堆焊技术,具有自动化程度高,可编程,堆焊精度高的优点。是否可以统一电磁阀芯尺寸,同时采用机器人cmt堆焊工艺制作单焊缝的堆焊结构,以减少焊缝数量同时增加焊缝之间紧密性,成为亟需解决的问题。
技术实现思路
1、实用新型目的:针对现有技术的不足与缺陷,本实用新型提供一种堆焊型电磁阀芯结构,对电磁阀芯的尺寸进行了统一,采用机器人cmt堆焊工艺,制作cual-al铝青铜质的单焊缝的堆焊结构,单根焊缝围绕堆焊区域、过渡区域依次堆积而成,以减少焊缝数量同时增加焊缝之间紧密性,提高了强度。
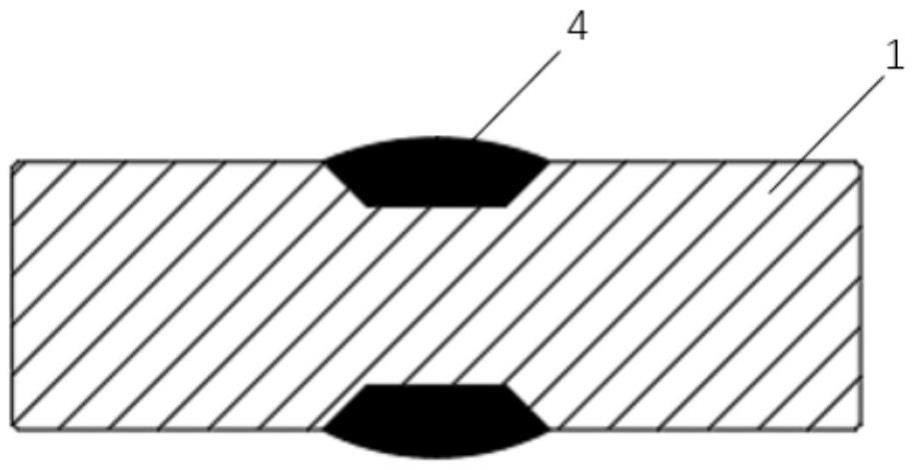
2、技术方案:本实用新型的一种堆焊型电磁阀芯结构,其特征在于:包括碳钢质阀芯本体,阀芯本体的直径为24mm,阀芯本体中部设有内凹结构的堆焊区域;所述堆焊区域的直径为16.2mm,堆焊区域与阀芯本体外表面之间设有倾斜结构的过渡区域,堆焊区域外部设有堆焊层;所述堆焊层由铝青铜质的单根焊缝围绕堆焊区域、过渡区域依次堆积而成,堆焊层填充堆焊区域、过渡区域并在阀芯本体表面形成外凸的弧形结构。
3、其中,所述的阀芯本体的长度为100mm,堆焊区域及两边过渡区域的长度为14.5mm。
4、其中,所述的过渡区域的倾斜角角度为45°。
5、其中,所述的焊缝材质中al的重量百分比为7%-8.5%,fe的重量百分比为0-0.5%,其他为cu。
6、其中,所述的焊缝的间距为2mm。
7、有益效果:与现有技术相比,本实用新型具有以下显著优点:本实用新型的堆焊型电磁阀芯结构对电磁阀芯的尺寸进行了统一,采用机器人cmt堆焊工艺,制作cual-al铝青铜质的单焊缝的堆焊结构,单根焊缝围绕堆焊区域、过渡区域依次堆积而成,以减少焊缝数量同时增加焊缝之间紧密性,提高了强度。同时,焊缝材质中al的重量百分比为7%-8.5%,fe的重量百分比为0-0.5%,其他为cu,是经过多次试验获得的耐腐蚀性配方,提高了耐腐蚀性能。
技术特征:
1.一种堆焊型电磁阀芯结构,其特征在于:包括碳钢质阀芯本体(1),阀芯本体(1)的直径为24mm,阀芯本体(1)中部设有内凹结构的堆焊区域(2);所述堆焊区域(2)的直径为16.2mm,堆焊区域(2)与阀芯本体(1)外表面之间设有倾斜结构的过渡区域(3),堆焊区域(2)外部设有堆焊层(4);所述堆焊层(4)由铝青铜质的单根焊缝(5)围绕堆焊区域(2)、过渡区域(3)依次堆积而成,堆焊层(4)填充堆焊区域(2)、过渡区域(3)并在阀芯本体(1)表面形成外凸的弧形结构。
2.根据权利要求1所述的堆焊型电磁阀芯结构,其特征在于:所述的阀芯本体(1)的长度为100mm,堆焊区域(2)及两边过渡区域(3)的长度为14.5mm。
3.根据权利要求1所述的堆焊型电磁阀芯结构,其特征在于:所述的过渡区域(3)的倾斜角角度为45°。
4.根据权利要求1所述的堆焊型电磁阀芯结构,其特征在于:所述的焊缝(5)的间距为2mm。
技术总结
本技术公开了一种堆焊型电磁阀芯结构,包括碳钢质阀芯本体,阀芯本体的直径为24mm,阀芯本体中部设有内凹结构的堆焊区域;堆焊区域的直径为16.2mm,堆焊区域与阀芯本体外表面之间设有倾斜结构的过渡区域,堆焊区域外部设有堆焊层;堆焊层由铝青铜质的单根焊缝围绕堆焊区域、过渡区域依次堆积而成,堆焊层填充堆焊区域、过渡区域并在阀芯本体表面形成外凸的弧形结构。本技术对电磁阀芯的尺寸进行了统一,采用机器人CMT堆焊工艺,制作CuAl‑Al铝青铜质的单焊缝的堆焊结构,单根焊缝围绕堆焊区域、过渡区域依次堆积而成,以减少焊缝数量同时增加焊缝之间紧密性,提高了强度。
技术研发人员:李香祺,周志强,周崇桂,罗才勇,孙骞,石少坚
受保护的技术使用者:福尼斯(南京)表面工程技术有限公司
技术研发日:20221106
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!