一种冲孔装置的制作方法
本技术涉及筒类零件冲孔设备,尤其是指一种冲孔装置。
背景技术:
1、充气式减震器是60年代以来发展起来的一种新型减震器,其结构特点是在气缸筒的下部装有一个浮动活塞,在浮动活塞与气缸筒的上端形成的密闭气室中充有高压氮气,在浮动活塞上装有大断面的o型密封圈,它把油和气完全分开,活塞上还装有随其运动速度大小而改变通道截面积的压缩阀和伸张阀,当车轮上下跳动时,减震器的活塞在油液中做往复运动,使活塞的上腔和下腔之间产生油压差,压力油便推开压缩阀和伸张阀来回流动,由于阀体会对压力油产生较大的阻尼力,使震动衰减,因此供给压力油来回流动的孔系的位置、尺寸实际上对减震器整体性能影响比较大,孔系过程质量的不稳定性,会造成最终减震器的产品性能差异。而目前,随着各种车型的不断开发,减震器的品种及分类越来越多,各种不同的减震器对工件上冲孔位置、数量、规格尺寸等都有不同的要求,稳定可靠的对筒类零部件进行冲孔对操作者的要求比较高,需要对筒零部件进行机械定位、加工所使用的一种冲孔机。
2、公告号为cn205270539u的实用新型专利提供了一种管件冲孔设备,包括底座,底座上有立架,立架连接一气缸架,气缸架下方设有气缸,气缸活塞的端部与冲孔模具的上端连接,冲孔模具的下方与底座固定连接,冲孔模具包括下模座和上模座,上模座包括上压板和下挡板,上压板下方固定有若干竖向设置的冲头,下挡板上设有冲头通孔,冲头的一端插设于冲头通孔中,下挡板下方设有定位销,下模座上方设有定位孔,定位销和定位孔位置对应,下挡板的下方设有凹模a,下模座上方设有凹模b,凹模a和凹模b的位置对应,凹模a和凹模b形成圆柱形的通孔,凹模b内设有冲孔,冲头的俯视正投影位于冲孔内,这种设备虽然能够完成管类零件的冲孔,但不适用于需要高强度动作的气缸筒类零件,冲头动作时也会将废料带入冲孔内,长时间使用容易造成冲孔堵塞,并且缺乏对于零件加工时的机械定位,无法保证冲孔质量。
技术实现思路
1、为此,本实用新型所要解决的技术问题在于克服现有技术中冲孔设备无法完成自动退料且缺乏机械定位的问题。
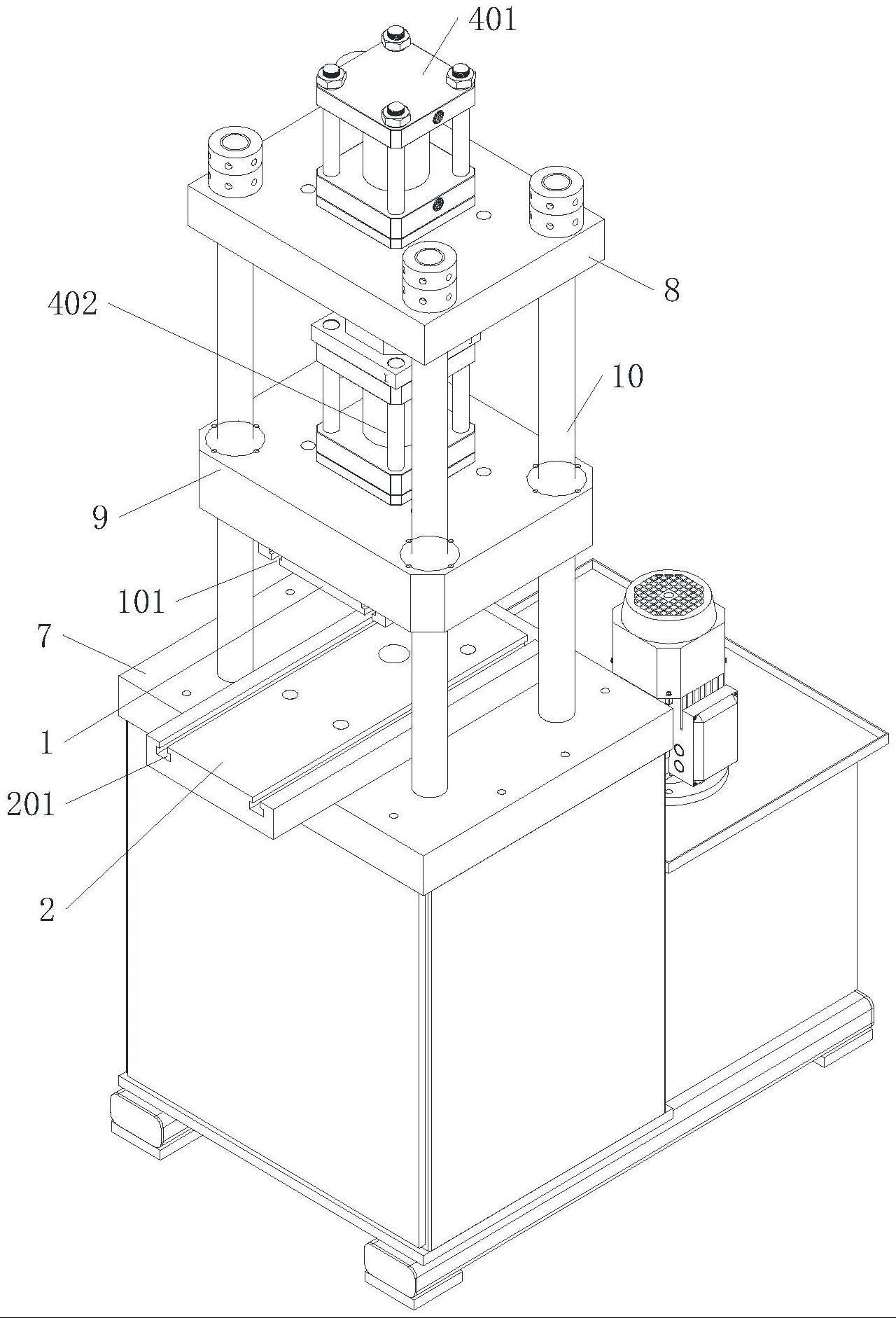
2、为解决上述技术问题,本实用新型提供了一种冲孔装置,包括:
3、第一模具安装板,其上设置有第一安装槽;
4、第二模具安装板,其设置于所述第一模具的下方,所述第二模具安装板设置有第二安装槽;
5、冲孔工装,其包括上模具和下模具,所述上模具卡设于所述第一安装槽,所述下模具卡设于所述第二安装槽,所述上模具设置有导向槽体,所述导向槽体的下端设置有弧形槽,所述下模具设置有定位横杆,所述定位横杆上设置有冲头,所述冲头对准所述导向槽体;
6、液压组件,其包括第一液压缸和第二液压缸,所述第一液压缸包括第一顶杆,所述第一顶杆连接所述第一模具安装板,所述第二液压缸也连接所述第一模具安装板,所述第二液压缸包括第二顶杆,所述第二顶杆与所述导向槽体滑动连接。
7、在本实用新型的一个实施例中,所述举升块上设置有举升杆,所述上模具设置有套筒,所述举升杆卡设于所述套筒内。
8、在本实用新型的一个实施例中,所述下模具设置有限位槽,所述举升块设置有限位块,所述限位块卡设于所述限位槽。
9、在本实用新型的一个实施例中,所述上模具设置有导向轴承,所述导向轴承内设置有导向杆,所述导向杆连接所述下模具。
10、在本实用新型的一个实施例中,所述导向轴承和所述下模具之间卡设有弹簧,所述弹簧套设于所述导向杆。
11、在本实用新型的一个实施例中,还包括底板、第一固定板和第二固定板,所述第二固定板设置于所述底板和所述第一固定板之间,所述第一固定板与所述底板之间通过支撑柱连接,所述第二固定板与所述支撑柱滑动连接,所述第一液压缸连接所述第一固定板,所述第二液压缸连接所述第二固定板。
12、在本实用新型的一个实施例中,所述第二液压缸设置于所述第二固定板的上端面,所述第一模具安装板设置于所述第二固定板的下端面,所述第二模具安装板连接所述底板,所述第二固定板和所述第一模具安装板均设置有通孔。
13、在本实用新型的一个实施例中,所述冲头为锥形体,所述定位横杆设置有第三安装槽,所述冲头通过螺栓固定于所述第三安装槽内。
14、在本实用新型的一个实施例中,所述支撑柱设置有多个,多个所述支撑柱均匀分布于所述底板的边缘。
15、在本实用新型的一个实施例中,所述下模具设置有固定块,所述定位横杆的一端连接所述固定块。
16、本实用新型的上述技术方案相比现有技术具有以下优点:
17、本实用新型所述的一种冲孔装置,先将筒类零件塞入定位横杆,此时第二顶杆缩回导向槽体内,启动第一液压缸,第一顶杆带动上模具靠近下模具,当导向槽体上的弧形槽与筒类零件紧贴并继续下压时,冲头对零件进行冲孔,并将废料留到导向槽体内,然后第二液压缸动作将废料顶出,如此往复,整个装置结构简单,定位横杆和导向槽体上的弧形槽能够保证零件冲孔时的稳定性,且双液压缸的设计能够保证导向槽体内不会有废料残余,以防止影响下一次的冲孔质量,除此之外,冲孔模具和模具安装板之间利用卡槽连接的形式也可根据产品需求来更换不同类型的工装,大大提高了整个装置的适用性。
技术特征:
1.一种冲孔装置,其特征在于,包括:
2.根据权利要求1所述的冲孔装置,其特征在于:所述定位横杆的下方设置有举升块,所述举升块上设置有举升杆,所述上模具设置有套筒,所述举升杆卡设于所述套筒内。
3.根据权利要求2所述的冲孔装置,其特征在于:所述下模具设置有限位槽,所述举升块设置有限位块,所述限位块卡设于所述限位槽。
4.根据权利要求1所述的冲孔装置,其特征在于:所述上模具设置有导向轴承,所述导向轴承内设置有导向杆,所述导向杆连接所述下模具。
5.根据权利要求4所述的冲孔装置,其特征在于:所述导向轴承和所述下模具之间卡设有弹簧,所述弹簧套设于所述导向杆。
6.根据权利要求1所述的冲孔装置,其特征在于:还包括底板、第一固定板和第二固定板,所述第二固定板设置于所述底板和所述第一固定板之间,所述第一固定板与所述底板之间通过支撑柱连接,所述第二固定板与所述支撑柱滑动连接,所述第一液压缸连接所述第一固定板,所述第二液压缸连接所述第二固定板。
7.根据权利要求6所述的冲孔装置,其特征在于:所述第二液压缸设置于所述第二固定板的上端面,所述第一模具安装板设置于所述第二固定板的下端面,所述第二模具安装板连接所述底板,所述第二固定板和所述第一模具安装板均设置有通孔。
8.根据权利要求1所述的冲孔装置,其特征在于:所述冲头为锥形体,所述定位横杆设置有第三安装槽,所述冲头通过螺栓固定于所述第三安装槽内。
9.根据权利要求6所述的冲孔装置,其特征在于:所述支撑柱设置有多个,多个所述支撑柱均匀分布于所述底板的边缘。
10.根据权利要求1所述的冲孔装置,其特征在于:所述下模具设置有固定块,所述定位横杆的一端连接所述固定块。
技术总结
本技术涉及一种冲孔装置,包括:第一、二模具安装板;上、下模具,二者分别连接两个模具安装板,上模具设有导向槽体,导向槽体设有弧形槽,下模具设有定位横杆,定位横杆设有冲头,冲头对准导向槽体;第一、二液压缸,二者分别连接第一模具安装板的两个端面,第二液压缸包括第二顶杆,第二顶杆与导向槽体滑动连接。工作时,先将筒类零件塞入定位横杆,第二顶杆缩回,第一顶杆带动上模具靠近下模具,弧形槽与零件紧贴并继续下压,冲头对零件冲孔,将废料留到导向槽体,然后第二液压缸动作将废料顶出,如此往复,整个装置结构简单,能够保证零件冲孔时的稳定性,且双液压缸的设计能够保证导向槽体不会有废料残余,以防止影响下一次的冲孔质量。
技术研发人员:徐承飞,邓军伟,谭富明,刘雪涛,王磊
受保护的技术使用者:天润工业技术股份有限公司
技术研发日:20221031
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!