一种燃汽轮机气封弧段线切割定位夹具的制作方法
本技术涉及的是一种燃气轮机加工工具,具体地说是气封弧段加工工具。
背景技术:
1、气封弧段是燃气轮机高低压转子重要组成部分,承担着减小级内间隙漏气作用。其最终装配方式为被分割后的12段气封弧段镶嵌到后轴径槽内,保证一圈的弧段间总间隙1~1.2㎜,且需均匀分布。原始制造工艺为直接对留有余量的气封弧段进行分割后再组合车满足图纸技术要求,因直接分割气封弧段产生变形较大导致后续组合车加工中装夹找正较困难,且在批量生产中周期较长,故优化工艺将气封弧段车加工后再对其线切割,取消组合车工序。优化后工艺提高了对零件线切割要求,提高了零件线切割尺寸与跳动要求。
技术实现思路
1、本实用新型的目的在于提供不仅解决了零件难以定位夹紧问题,还简化了操作者工作,保证了操作者规范一致性,同时也很好的控制了零件在线切割过程中因产生变形导致零件尺寸及跳动超差等问题的一种燃汽轮机气封弧段线切割定位夹具。
2、本实用新型的目的是这样实现的:
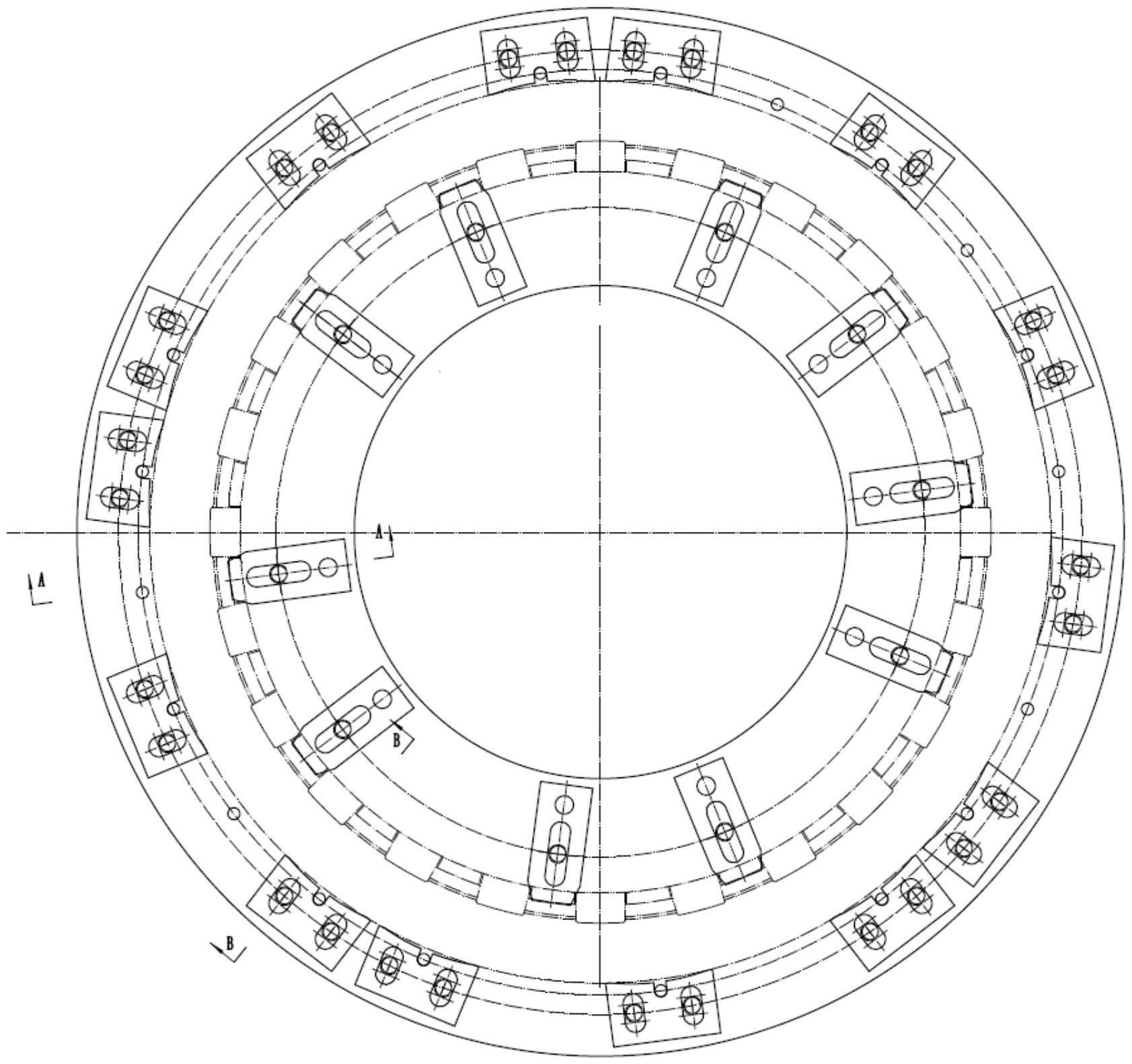
3、本实用新型一种燃汽轮机气封弧段线切割定位夹具,其特征是:包括底板、压板、外挡板,底板的内圈安装压板,底板的外圈安装外挡板,底板截面的中部设置阶梯结构,压板的端部压在待加工零件上方,外挡板位于待加工零件外侧并限制待加工零件在线切割过程中的位置。
4、本实用新型还可以包括:
5、1、外挡板与待加工零件之间设置橡胶板,橡胶板粘接在外挡板的圆弧面上。
6、2、橡胶板厚度为2-3毫米。
7、3、外挡板通过内六角圆柱体螺钉安装在底板上。
8、4、压板上分别安装等长双头螺柱、六角头螺栓,等长双头螺柱上安装六角螺母,通过等长双头螺柱、六角螺母、六角头螺栓将压板压紧待加工零件。
9、5、压板压紧待加工零件的位置设置螺纹。
10、6、所述压板和外挡板沿圆周方向分布。
11、本实用新型的优势在于:本实用新型解决了零件装夹定位较困难问题,有效的简化操作者生产前准备工作,解决了零件在线切割过程中因应力释放产生的变形问题,在批量生产中在保证了产品质量的同时,极大的提高了产品生产效率,较好的节约了生产成本。
技术特征:
1.一种燃汽轮机气封弧段线切割定位夹具,其特征是:包括底板、压板、外挡板,底板的内圈安装压板,底板的外圈安装外挡板,底板截面的中部设置阶梯结构,压板的端部压在待加工零件上方,外挡板位于待加工零件外侧并限制待加工零件在线切割过程中的位置。
2.根据权利要求1所述的一种燃汽轮机气封弧段线切割定位夹具,其特征是:外挡板与待加工零件之间设置橡胶板,橡胶板粘接在外挡板的圆弧面上。
3.根据权利要求2所述的一种燃汽轮机气封弧段线切割定位夹具,其特征是:橡胶板厚度为2-3毫米。
4.根据权利要求1所述的一种燃汽轮机气封弧段线切割定位夹具,其特征是:外挡板通过内六角圆柱体螺钉安装在底板上。
5.根据权利要求1所述的一种燃汽轮机气封弧段线切割定位夹具,其特征是:压板上分别安装等长双头螺柱、六角头螺栓,等长双头螺柱上安装六角螺母,通过等长双头螺柱、六角螺母、六角头螺栓将压板压紧待加工零件。
6.根据权利要求5所述的一种燃汽轮机气封弧段线切割定位夹具,其特征是:压板压紧待加工零件的位置设置螺纹。
7.根据权利要求1所述的一种燃汽轮机气封弧段线切割定位夹具,其特征是:所述压板和外挡板沿圆周方向分布。
技术总结
本技术的目的在于提供一种燃汽轮机气封弧段线切割定位夹具,包括底板、压板、外挡板,底板的内圈安装压板,底板的外圈安装外挡板,底板截面的中部设置阶梯结构,压板的端部压在待加工零件上方,外挡板位于待加工零件外侧并限制待加工零件在线切割过程中的位置。本技术解决了零件装夹定位较困难问题,有效的简化操作者生产前准备工作,解决了零件在线切割过程中因应力释放产生的变形问题,在批量生产中在保证了产品质量的同时,极大的提高了产品生产效率,较好的节约了生产成本。
技术研发人员:刘影,刘天宇,张雷,王继鑫,姜嘉平,崔凤鹏,吕大男,韩建旭
受保护的技术使用者:中船重工龙江广瀚燃气轮机有限公司
技术研发日:20221109
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!