一种车灯装配线工作站的制作方法
本申请涉及工作站领域,尤其是一种车灯装配线工作站。
背景技术:
1、装配线是指工件以一定的速率连续、均匀地通过一系列装配工作站,并按照一定要求在各装配工作站完成相应装配工作的生产线。装配线是人和机器的有效组合,最充分体现设备的灵活性,它将输送系统、随行夹具和在线专机、检测设备有机的组合,以满足多品种产品的装配要求。装配线在企业的批量生产中不可或缺,装配线上各个工作站的分工不同,其中一种工作站是需要通过夹具来实现对于灯具的夹持,以方便相关加工工作的顺利进行。
2、现有的车灯装配线夹具在安装时一般都是采用螺钉进行固定,当需要更换不同夹具时,就需要卸下螺钉,这样的方法不仅耗时,还会对夹具本身产生一定损伤。因此,针对上述问题提出一种车灯装配线工作站。
技术实现思路
1、在本实施例中提供了一种车灯装配线工作站用于解决现有技术中的灯具加工过程的夹持不够灵活的问题。
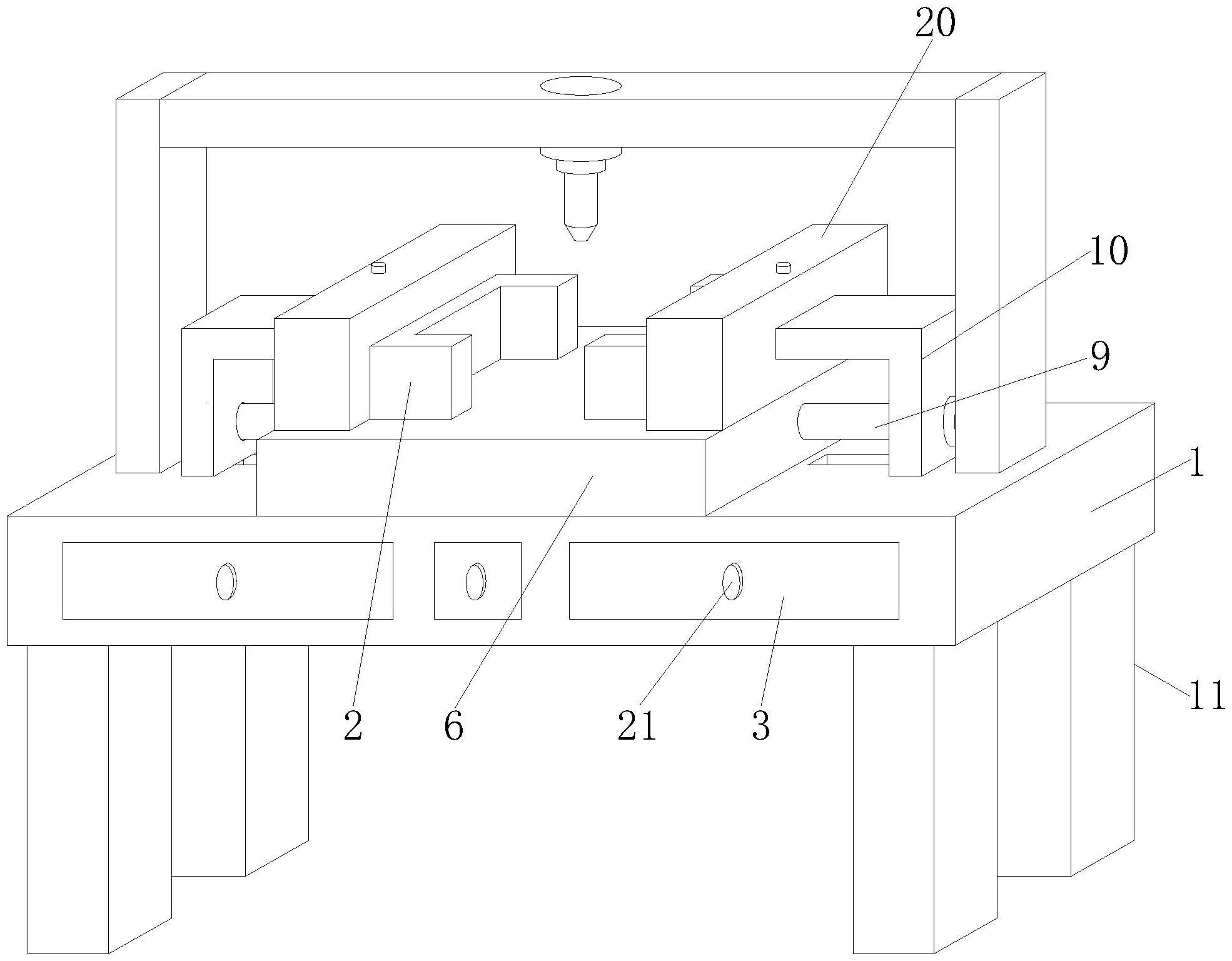
2、根据本申请的一个方面,提供了一种车灯装配线工作站,包括工作台和夹持机构,所述工作台外壁底端四角分别固定连接支腿顶端;
3、所述夹持机构包括加工台,所述加工台外壁底端固定连接工作台外壁顶端中心处,所述加工台外壁顶端左右两侧分别滑动连接空腔板外壁底端,两个所述空腔板相互靠近的一侧内腔分别插接且贯穿连接板,两个所述连接板中心处分别竖直嵌有插接槽,两个所述插接槽内腔分别插接插接块,两个所述插接块顶端中心处分别固定连接l型升降板底端,两个所述l型升降板分别螺纹套接在限位螺杆外壁,两个所述限位螺杆顶端和底端分别转动连接空腔板内壁底端一侧和顶端一侧,两个所述限位螺杆顶端分别固定连接转动块,两个所述转动块分别转动套接且贯穿空腔板顶端。
4、进一步地,两个所述l型升降板一侧中心处分别固定连接第二限位块,两个所述第二限位块分别滑动套接在第二限位槽内腔,两个所述第二限位槽分别竖直嵌在空腔板内壁一侧。
5、进一步地,两个所述空腔板外壁相互远离的一侧中心处分别固定连接l型移动板的一侧,两个所述l型移动板分别螺纹套接在螺纹杆外壁,两个所述螺纹杆相互靠近的一端分别转动连接加工台外壁左右两侧中心处。
6、进一步地,两个所述螺纹杆相互靠近的一端分别固定连接转轴一端,两个所述转轴分别转动套接在加工台内腔,两个所述加工台相互靠近的一端分别固定连接双轴电机输出端,所述双轴电机固定套接在加工台内腔中心处。
7、进一步地,两个所述l型移动板底端中心处分别固定连接第一限位块,两个所述第一限位块分别滑动套接在第一限位槽内腔,两个所述第一限位槽分别水平嵌在工作台外壁顶端左右两侧。
8、进一步地,所述工作台前侧均匀设置有多个抽屉,多个所述抽屉外壁前侧中心处固定连接把手。
9、通过本申请上述实施例,采用了夹持机构,解决了灯具加工过程的夹持不够灵活的问题,提高了夹持工作的效率。
技术特征:
1.一种车灯装配线工作站,其特征在于:包括工作台(1)和夹持机构,所述工作台(1)外壁底端四角分别固定连接支腿(11)顶端;
2.根据权利要求1所述的一种车灯装配线工作站,其特征在于:两个所述l型升降板(19)一侧中心处分别固定连接第二限位块(14),两个所述第二限位块(14)分别滑动套接在第二限位槽(13)内腔,两个所述第二限位槽(13)分别竖直嵌在空腔板(20)内壁一侧。
3.根据权利要求1所述的一种车灯装配线工作站,其特征在于:两个所述空腔板(20)外壁相互远离的一侧中心处分别固定连接l型移动板(10)的一侧,两个所述l型移动板(10)分别螺纹套接在螺纹杆(9)外壁,两个所述螺纹杆(9)相互靠近的一端分别转动连接加工台(6)外壁左右两侧中心处。
4.根据权利要求3所述的一种车灯装配线工作站,其特征在于:两个所述螺纹杆(9)相互靠近的一端分别固定连接转轴(5)一端,两个所述转轴(5)分别转动套接在加工台(6)内腔,两个所述加工台(6)相互靠近的一端分别固定连接双轴电机(4)输出端,所述双轴电机(4)固定套接在加工台(6)内腔中心处。
5.根据权利要求3所述的一种车灯装配线工作站,其特征在于:两个所述l型移动板(10)底端中心处分别固定连接第一限位块(8),两个所述第一限位块(8)分别滑动套接在第一限位槽(7)内腔,两个所述第一限位槽(7)分别水平嵌在工作台(1)外壁顶端左右两侧。
6.根据权利要求1所述的一种车灯装配线工作站,其特征在于:所述工作台(1)前侧均匀设置有多个抽屉(3),多个所述抽屉(3)外壁前侧中心处固定连接把手(21)。
技术总结
本申请公开了一种车灯装配线工作站,包括工作台和夹持机构,所述工作台外壁底端四角分别固定连接支腿顶端;所述夹持机构包括加工台,所述加工台外壁底端固定连接工作台外壁顶端中心处,所述加工台外壁顶端左右两侧分别滑动连接空腔板外壁底端。通过转动转动块,转动块带动限位螺杆转动,和限位螺杆螺纹配合的两个L型升降板分别在第二限位块配合第二限位槽的限制下,带动插接块竖直方向移动,使得插接块能够脱离插接槽,进而使得两个连接板不受限制,夹持板得以从空腔板上拆卸下来,便于对夹持板进行维护,且还可以根据实际车灯型号的需求,更换不同形状的夹持板,相比于传统螺钉固定的方式更为简便耐用。
技术研发人员:刘伟
受保护的技术使用者:武汉市大井自动化设备有限公司
技术研发日:20221110
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!