一种连续弯管工装的制作方法
本技术涉及弯管,尤其涉及一种连续弯管工装。
背景技术:
1、目前,针对连续切线处弯管,普通的弯管方式是无法实现的,弯管厂家只能拒接此类订单,或通过焊接方式拼接而成,无法一次成型。而焊接类弯管相对于一次成型的弯管,强度较低,且焊接方式不仅增加了焊接工序,还得针对焊缝进行无损检测,一次合格率低,若焊缝出现裂纹,还需要进行返修,生产效率低,浪费时间,进而增加了弯管的制造成本。
技术实现思路
1、(一)要解决的技术问题
2、鉴于现有技术的上述缺点、不足,本实用新型提供一种连续弯管工装,解决了现有技术中连续切线处弯管不能生产,或采用焊接方式导致弯管生产效率低、制造成本高的技术问题。
3、(二)技术方案
4、为了达到上述目的,本实用新型提供了一种连续弯管工装,具体技术方案如下:
5、一种连续弯管工装,包括:
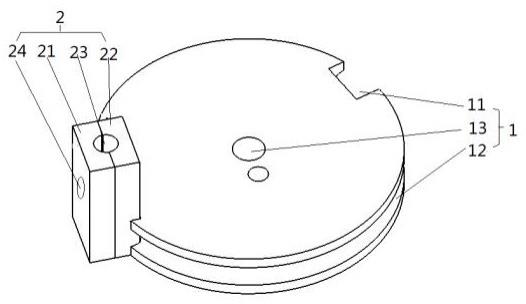
6、弯管模具,弯管模具上设置有安装槽和环形弯管槽;
7、夹紧装置,可拆卸地安装于安装槽内,夹紧装置上还设置有弯管孔,弯管孔与弯管槽相切。
8、进一步地,弯管孔包括相互连通的垂直孔和弯孔,垂直孔与弯孔相切,弯孔与环形弯管槽相切。
9、进一步地,弯管孔的孔径与环形弯管槽的直径相等。
10、进一步地,夹紧装置包括第一夹紧部和第二夹紧部,第一夹紧部能够与第二夹紧部夹紧连接;
11、第一夹紧部和第二夹紧部上还分别设置有凹槽,当第一夹紧部和第二夹紧部夹紧连接时,第一夹紧部和第二夹紧部的凹槽相扣合以形成弯管孔。
12、进一步地,第一夹紧部和第二夹紧部通过弯管机顶针进行夹紧。
13、进一步地,第一夹紧部和/或第一夹紧部上设置有夹紧槽,夹紧槽与弯管孔不连通,用于供弯管机顶针穿插。
14、(三)有益效果
15、本实用新型提供的一种连续弯管工装,解决了现有技术中存在的问题。
16、本实用新型中,通过在弯管模具上设置有安装槽,将夹紧装置可拆卸地安装于安装槽内,安装槽内还设置有弯管孔,弯管孔与弯管模具上的环形弯管槽相切,弯管孔用于穿插管件。弯管时,通过弯管模具和夹紧装置对管件进行连续切线弯管,一体成型,相较于焊接管件,一体成型件强度更高,且生产速度快,合格率高,基本无返修,进而大大提高了连续切线处弯管的生产效率,降低了生产成本。
技术特征:
1.一种连续弯管工装,其特征在于,包括:
2.根据权利要求1所述的连续弯管工装,其特征在于,所述弯管孔(23)包括相互连通的垂直孔和弯孔,所述垂直孔与所述弯孔相切,所述弯孔与所述环形弯管槽(12)相切。
3.根据权利要求2所述的连续弯管工装,其特征在于,所述弯管孔(23)的孔径与所述环形弯管槽(12)的直径相等。
4.根据权利要求3所述的连续弯管工装,其特征在于,所述夹紧装置(2)包括第一夹紧部(21)和第二夹紧部(22),所述第一夹紧部(21)与所述第二夹紧部(22)可夹紧连接;
5.根据权利要求4所述的连续弯管工装,其特征在于,所述第一夹紧部(21)和所述第二夹紧部(22)通过弯管机顶针进行夹紧。
6.根据权利要求5所述的连续弯管工装,其特征在于,所述第一夹紧部(21)和/或所述第一夹紧部(21)上设置有夹紧槽(24),夹紧槽(24)与弯管孔(23)不连通,用于供所述弯管机顶针穿插。
技术总结
本技术涉及一种连续弯管工装,包括弯管模具和夹紧装置,其中,弯管模具上设置有安装槽和环形弯管槽,夹紧装置可拆卸地安装于安装槽内,夹紧装置上还设置有弯管孔,弯管孔与环形弯管槽相切。弯管时,通过弯管模具和夹紧装置对管件进行连续切线弯管,一体成型,相较于焊接管件,一体成型件强度更高,且生产速度快,合格率高,基本无返修,进而大大提高了连续切线处弯管的生产效率,降低了生产成本。
技术研发人员:刘长瑞
受保护的技术使用者:沈阳富创精密设备股份有限公司
技术研发日:20221112
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!