一种多工位自动装弹片设备的制作方法
本技术涉及广告,尤其是一种多工位自动装弹片设备。
背景技术:
1、现如今伴随着广告宣传形式的多样化、多元化,各种各样的宣传都已经逐渐的走上了正规,尤其是开启式广告框以其质量、价格实惠、操作简单等诸多优势被广大客户所认可,而弹片就是对广告框起到弹开、闭合作用的一个小配件,开启式广告框是分为上盖和底两部分的,在加工前上盖与底是分离的,利用弹片能够把上盖和底合理的组装在一起,使用弹片利用其弹力能够很方便的打开边框,使更换画面更快捷、更方便、也更牢固,而现有技术中,在安装弹片时都是人工组装,生产效率低,人工成本高,劳动强度大。
技术实现思路
1、本实用新型克服了现有技术中的缺点,提供一种多工位自动装弹片设备,能克服背景技术中提到的现有技术缺陷。
2、为了解决上述技术问题,本实用新型是通过以下技术方案实现的:
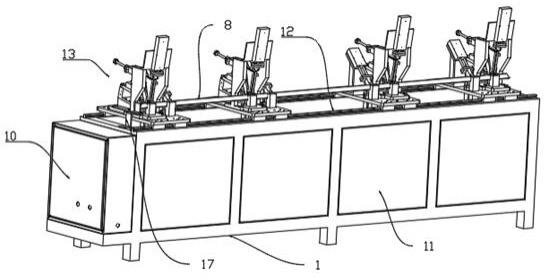
3、一种多工位自动装弹片设备,包括机架,所述机架上方两侧设置有滑轨,所述滑轨上方设置有若干个自动组装弹片总成,所述自动组装弹片总成设置有安装台面,所述安装台面上方设置有底盖组合承托器,弹片出料器、斜压装置、夹爪导料装置、下拉弹片装置、扶正弹片装置、斜推弹片装置以及位于机架左侧的材料限位块。
4、更进一步地,所述底盖组合承托器设置有开启框,所述底盖组合承托器用于开启框底面限位,所述底盖组合承托器侧面升降限位实现开启框上盖侧面限位。
5、更进一步地,所述底盖组合承托器的下方设置有第一气缸,所述第一气缸侧边设置有气缸固定板,所述气缸固定板侧边设置有升降气缸座,所述升降气缸座上方设置有导轨座。
6、更进一步地,所述斜压装置包括第二气缸、斜压气缸座与气缸头,所述斜压气缸上方设置有所述第二气缸,所述第二气缸端部设置有所述气缸头,所述气缸头抵压着所述开启框。
7、更进一步地,所述斜压装置侧方设置有所述扶正弹片装置,所述扶正弹片装置包括第三气缸与定位块,所述第三气缸端部设置有所述定位块,所述定位块设置在所述开启框上方。
8、更进一步地,所述扶正弹片装置侧边设置有所述夹爪导料装置,所述夹爪导料装置包括角度固定座、第四气缸、左夹爪与右夹爪,所述角度固定座端部设置有所述第四气缸,所述第四气缸端部设置有所述左夹爪与所述右夹爪,所述左夹爪与所述右夹爪设置在所述定位块的上方。
9、更进一步地,所述夹爪导料装置上方设置有所述斜推弹片装置,所述斜推弹片装置包括第五气缸与顶钩,所述第五气缸端部设置有所述顶钩,所述顶钩设置在所述左夹爪与所述右夹爪之间。
10、更进一步地,所述斜推弹片装置上方设置有所述弹片出料器,所述弹片出料器包括活塞杆、活塞杆导套与弹片储料斗,所述活塞杆端部设置有所述活塞杆导套,所述活塞杆导套端部设置有所述弹片储料斗,所述弹片储料斗底端设置有所述左夹爪与所述右夹爪。
11、更进一步地,所述夹爪导料装置两侧设置有第一固定板与第二固定板,所述第一固定板与所述第二固定板之间设置有安装板,所述安装板中间设置有所述下拉弹片装置,所述下拉弹片装置包括第六气缸与弹片下拉杆,所述第六气缸端部设置有所述弹片下拉杆,所述弹片下拉杆设置在所述弹片储料斗上方。
12、更进一步地,所述机架一端设置有机箱,所述机架设置有若干个门板。
13、与现有技术相比,本实用新型的有益效果是:
14、先对开启框上盖实现侧面定位,接着通过斜压装置实现压料,再通过夹爪导料装置向内夹紧,再使用弹片出料器实现导料,然后通过下拉弹片装置实现弹片进料,接着通过扶正弹片装置将弹片顶住,再将夹爪导料装置向外张开,最后通过斜推弹片装置将弹片与开启框扣紧从而完成组装,不需要人工组装,生产效率高,成本低。
技术特征:
1.一种多工位自动装弹片设备,其特征在于,包括机架,所述机架上方两侧设置有滑轨,所述滑轨上方设置有若干个自动组装弹片总成,所述自动组装弹片总成设置有安装台面,所述安装台面上方设置有底盖组合承托器、弹片出料器、斜压装置、夹爪导料装置、下拉弹片装置、扶正弹片装置、斜推弹片装置以及位于机架左侧的材料限位块。
2.根据权利要求1所述的一种多工位自动装弹片设备,其特征在于,所述底盖组合承托器用于开启框底面限位,所述底盖组合承托器侧面升降限位实现开启框上盖侧面限位。
3.根据权利要求1所述的一种多工位自动装弹片设备,其特征在于,所述底盖组合承托器的下方设置有第一气缸,所述第一气缸侧边设置有气缸固定板,所述气缸固定板侧边设置有升降气缸座,所述升降气缸座上方设置有导轨座。
4.根据权利要求2所述的一种多工位自动装弹片设备,其特征在于,所述斜压装置包括第二气缸、斜压气缸座与气缸头,所述斜压气缸上方设置有所述第二气缸,所述第二气缸端部设置有所述气缸头,所述气缸头抵压着所述开启框。
5.根据权利要求2所述的一种多工位自动装弹片设备,其特征在于,所述斜压装置侧方设置有所述扶正弹片装置,所述扶正弹片装置包括第三气缸与定位块,所述第三气缸端部设置有所述定位块,所述定位块设置在所述开启框上方。
6.根据权利要求5所述的一种多工位自动装弹片设备,其特征在于,所述扶正弹片装置侧边设置有所述夹爪导料装置,所述夹爪导料装置包括角度固定座、第四气缸、左夹爪与右夹爪,所述角度固定座端部设置有所述第四气缸,所述第四气缸端部设置有所述左夹爪与所述右夹爪,所述左夹爪与所述右夹爪设置在所述定位块的上方。
7.根据权利要求6所述的一种多工位自动装弹片设备,其特征在于,所述夹爪导料装置上方设置有所述斜推弹片装置,所述斜推弹片装置包括第五气缸与顶钩,所述第五气缸端部设置有所述顶钩,所述顶钩设置在所述左夹爪与所述右夹爪之间。
8.根据权利要求6所述的一种多工位自动装弹片设备,其特征在于,所述斜推弹片装置上方设置有所述弹片出料器,所述弹片出料器包括活塞杆、活塞杆导套与弹片储料斗,所述活塞杆端部设置有所述活塞杆导套,所述活塞杆导套端部设置有所述弹片储料斗,所述弹片储料斗底端设置有所述左夹爪与所述右夹爪。
9.根据权利要求8所述的一种多工位自动装弹片设备,其特征在于,所述夹爪导料装置两侧设置有第一固定板与第二固定板,所述第一固定板与所述第二固定板之间设置有安装板,所述安装板中间设置有所述下拉弹片装置,所述下拉弹片装置包括第六气缸与弹片下拉杆,所述第六气缸端部设置有所述弹片下拉杆,所述弹片下拉杆设置在所述弹片储料斗上方。
10.根据权利要求1所述的一种多工位自动装弹片设备,其特征在于,所述机架一端设置有机箱,所述机架设置有若干个门板。
技术总结
本技术提供一种多工位自动装弹片设备,涉及广告技术领域,包括机架,所述机架上方两侧设置有滑轨,所述滑轨上方设置有若干个自动组装弹片总成,所述自动组装弹片总成设置有安装台面,所述安装台面上方设置有底盖组合承托器、弹片出料器、斜压装置、夹爪导料装置、下拉弹片装置、扶正弹片装置、斜推弹片装置以及位于机架左侧的材料限位块。本技术的有益之处是,先对开启框上盖实现侧面定位,通过斜压装置实现压料,再通过夹爪导料装置向内夹紧实现导料,然后通过下拉弹片装置实现弹片进料,接着通过扶正弹片装置将弹片顶住,再将夹爪导料装置向外张开,最后通过斜推弹片装置将弹片与开启框扣紧从而完成组装,方便快捷。
技术研发人员:田瑞华
受保护的技术使用者:佛山市顺德区宣美机械设备有限公司
技术研发日:20221121
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!