一种铰链梁中间坯锥度刻印工装的制作方法
1.本实用新型涉及刻印模具工装领域,具体涉及一种铰链梁中间坯锥度刻印工装。
背景技术:
2.铰链梁为人造金刚石六面顶液压机关键部件,工作时要求其承受高压、反复加卸载。缸径为650mm及以上尺寸铰链梁均采用锻造方式生产制造,用于锻造的坯料重量达到十几吨。铰链梁锻件为相邻耳部尺寸不同、对称布置,且底部带锥度的十字形状,在锻造成型时需预先制备十字形中间坯。
3.目前采用制备铰链梁中间坯有三种方法:
4.(1)传统制坯法:采用三角剁刀分料制坯。该方法生产效率低下,且制坯分料精准度较差,常导致后工步装模锻造成型时分料不均匀,影响铰链梁十字耳部成型充填效果。
5.(2)专用模具制坯法:采用专用模具直接成型分料得到十字中间坯。该方法成型效率高,制坯一致性好,但中间坯通体等径,不能得到底部带锥度的十字坯,对后工步装模成型的液压机锻造压力需求增大,设备能力要求高,同时在较大压力成型时也带来模具损耗大,模具使用寿命不高的问题。
6.(3)铸造十字坯法:采用铸造方式直接生产十字形铸坯方式。该方法成本低,形状尺寸可根据铸造模具调整,但该方法坯料为铸态组织,在后工步装模成型时因锻造比不足难以保证铰链梁锻件内部质量。
技术实现要素:
7.本实用新型意在提供一种铰链梁中间坯锥度刻印工装,以得到带有刻印、底部尺寸有锥度的中间坯,为后续高效、精准分料,创造条件。
8.本方案中的铰链梁中间坯锥度刻印工装,包括镦粗模;
9.所述镦粗模内设有圆柱形镦孔,所述圆柱形镦孔包括竖直段和锥形段,所述圆柱形镦孔内固设有多个刻印镶块,所述刻印镶块沿着竖直段内壁圆周布置并延伸至锥形段的预设距离处,所述刻印镶块的刻印夹角按铰链梁锻件相邻两耳片尺寸比值进行设定。
10.进一步,所述镦粗模的外侧壁上开设有多个用于起吊的吊孔,所述吊孔的孔中心与圆柱形镦孔的直径同线相对布置。
11.进一步,所述吊孔设置四个,所述吊孔成对且对立地设置,两个正对设置的刻印镶块位于成对的两个吊孔中间位置处。
12.进一步,成对的两个吊孔的中心线夹角为40
°
~60
°
。
13.进一步,所述锥形段的锥度夹角与铰链梁锻件底部斜度相同。
14.进一步,相邻所述刻印镶块的最小角度为刻印夹角,所述刻印夹角设置为80
°±
1.5
°
。
15.进一步,所述刻印镶块的外侧端面呈半圆弧形,所述刻印镶块圆弧的直径为30mm-50mm。
16.进一步,所述镦粗模和刻印镶块使用中碳合金钢或模具钢锻件制成。
17.本实用新型的有益效果是:使用镦粗模时,将加热后的圆柱形坯料置于镦粗模中心位置处,在圆柱形镦孔内镦粗圆柱形坯料使坯料高度减小且直径增大,圆柱形坯料的各部位与镦粗模充分接触,同时,刻印镶块完全印入红热坯料,在镦粗后的圆柱形坯料上刻印出刻印镶块的轮廓。工装能够一次性得到底部带锥度、上部带刻印的中间坯,提高工作效率,在中间坯料上刻印出的轮廓,能够便于后续准确进行分料。
附图说明
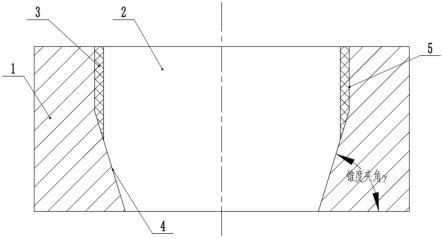
18.图1为本实用新型铰链梁中间坯锥度刻印工装实施例的纵向剖面图;
19.图2为本实用新型铰链梁中间坯锥度刻印工装实施例的俯视图;
20.图3为本实用新型铰链梁中间坯锥度刻印工装实施例标注角度后的俯视图。
具体实施方式
21.下面通过具体实施方式进一步详细说明。
22.说明书附图中的附图标记包括:镦粗模1、圆柱形镦孔2、刻印镶块3、锥形段4、竖直段5、吊孔6。
23.实施例
24.铰链梁中间坯锥度刻印工装,如图1、图2和图3所示:包括镦粗模1,镦粗模1的外形轮廓可以设置成圆柱状,或者其他的立方体状,或者其他形状,根据实际需求进行设置。
25.镦粗模1内设有圆柱形镦孔2,圆柱形镦孔2包括竖直段5和锥形段4。圆柱形镦孔2内焊接有多个刻印镶块3,刻印镶块3磨损后可以更换,维护简单。镦粗模1和刻印镶块3使用中碳合金钢或模具钢锻件制成,能够在坯料的高温作用下不变形。锥形段4的锥度夹角与铰链梁锻件底部斜度相同。刻印镶块3的外侧端面呈半圆弧形,刻印镶块3圆弧的直径为30mm-50mm,刻印镶块3的形状能够便于坯料刻印过程中顺滑地移动,不会被卡住,同时圆弧的直径设置不会对坯料后续的分料造成干扰。
26.刻印镶块3沿着竖直段5内壁圆周布置并延伸至锥形段4的预设距离处,预设距离根据实际情况进行设置,例如预设距离设置为100mm,刻印镶块3的刻印夹角按铰链梁锻件相邻两耳片尺寸比值进行设定,相邻刻印镶块3的最小角度为刻印夹角,刻印夹角设置为80
°±
1.5
°
。
27.如图2所示,镦粗模1的外侧壁上开设有多个用于起吊的吊孔6,吊孔6位于镦粗模1高度上的中部位置处,以能保证平稳吊装,吊孔6设置便于起吊对工装进行移动,吊孔6的孔中心与圆柱形镦孔2的直径同线相对布置,吊孔6设置四个,吊孔6成对且对立地设置,即每两个吊孔6为一对,两个正对设置的刻印镶块3位于成对的两个吊孔6中间位置处,成对的两个吊孔6的中心线夹角为40
°
~60
°
。吊孔6的数量设置、排布设置和中心线夹角设置,能够使用两个带子分别起吊,无需使用多个带子进行起吊,同时保证起吊过程中的稳定性。
28.以直径比圆柱形镦孔2直径小0mm-50mm的圆柱形坯料进行刻印,以便于装模为例,在对坯料进行镦粗刻印时,将加热后的圆柱形坯料置于镦粗模1中心位置处,在圆柱形镦孔2内镦粗圆柱形坯料使坯料高度减小且直径增大,圆柱形坯料的各部位与镦粗模1充分接触,同时,刻印镶块3完全印入红热坯料,在镦粗后的圆柱形坯料上刻印出刻印镶块3的轮
廓,完成后,通过底部加圆形垫块,轻压镦粗模1的端面,取出坯料,得到底部带锥度、上部带刻印的中间坯。
29.整个镦粗刻印操作能够一次性得到底部带锥度、上部带刻印的中间坯,提高工作效率,在中间坯料上刻印出的轮廓,能够便于后续分料工序时进行精确分料。因坯料自身的重量比较大,外形尺寸也比较大,而坯料在镦粗刻印过程中的温度比较高,本实施例的工装设计结构紧凑,实用性强,操作简单,有效降低人工劳动强度,且在刻印角度选定固化后,批量生产质量稳定性高,能有效避免人为划线分料的偏差。
30.以上所述的仅是本实用新型的实施例,方案中公知的具体结构及特性等常识在此未作过多描述。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本申请要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
技术特征:
1.一种铰链梁中间坯锥度刻印工装,包括镦粗模;其特征在于:所述镦粗模内设有圆柱形镦孔,所述圆柱形镦孔包括竖直段和锥形段,所述圆柱形镦孔内固设有多个刻印镶块,所述刻印镶块沿着竖直段内壁圆周布置并延伸至锥形段的预设距离处,所述刻印镶块的刻印夹角按铰链梁锻件相邻两耳片尺寸比值进行设定。2.根据权利要求1所述的铰链梁中间坯锥度刻印工装,其特征在于:所述镦粗模的外侧壁上开设有多个用于起吊的吊孔,所述吊孔的孔中心与圆柱形镦孔的直径同线相对布置。3.根据权利要求2所述的铰链梁中间坯锥度刻印工装,其特征在于:所述吊孔设置四个,所述吊孔成对且对立地设置,两个正对设置的刻印镶块位于成对的两个吊孔中间位置处。4.根据权利要求3所述的铰链梁中间坯锥度刻印工装,其特征在于:成对的两个吊孔的中心线夹角为40
°
~60
°
。5.根据权利要求1所述的铰链梁中间坯锥度刻印工装,其特征在于:所述锥形段的锥度夹角与铰链梁锻件底部斜度相同。6.根据权利要求1所述的铰链梁中间坯锥度刻印工装,其特征在于:相邻所述刻印镶块的最小角度为刻印夹角,所述刻印夹角设置为80
°±
1.5
°
。7.根据权利要求6所述的铰链梁中间坯锥度刻印工装,其特征在于:所述刻印镶块的外侧端面呈半圆弧形,所述刻印镶块圆弧的直径为30mm-50mm。8.根据权利要求1-7任一项所述的铰链梁中间坯锥度刻印工装,其特征在于:所述镦粗模和刻印镶块使用中碳合金钢或模具钢锻件制成。
技术总结
本实用新型涉及刻印模具工装领域,具体涉及一种铰链梁中间坯锥度刻印工装,包括镦粗模;镦粗模内设有圆柱形镦孔,圆柱形镦孔包括竖直段和锥形段,圆柱形镦孔内固设有多个刻印镶块,刻印镶块沿着竖直段内壁圆周布置并延伸至锥形段的预设距离处,刻印镶块的刻印夹角按铰链梁锻件相邻两耳片尺寸比值进行设定。本实用新型工装能够一次性得到底部带锥度、上部带刻印的中间坯,提高工作效率,在中间坯料上刻印出的轮廓,能够便于后续准确进行分料。能够便于后续准确进行分料。能够便于后续准确进行分料。
技术研发人员:郭伦 杨文军 郭猛 范成桢 曹东升 冯李 陈用杰 陶荣 刘正 龚超
受保护的技术使用者:重庆长征重工有限责任公司
技术研发日:2022.11.17
技术公布日:2023/2/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1