一种加工件紧固装置的制作方法
本技术属于工件生产用夹紧工装领域,尤其是涉及一种加工件紧固装置。
背景技术:
1、生产中,工件加工前都需要使用工装定位夹紧,然后进行打孔等工艺加工。用于工件定位夹紧的工装结构多种多样,根据操作不同可分为自动夹紧工装和手动夹紧工装,其中自动夹紧工装多为设备自制,且多采用液压和气动联合结构,其中液压缸活塞杆伸缩带动压头直线移动,气动旋转结构驱动压头绕活塞杆中心线转动,压紧时,活塞杆带动压头向下直线移动同时,气动旋转结构驱动压头转动至和工件正对,对工件夹紧固定,总体而言,自动夹紧工装结构较繁琐,设备成本较高。手动夹紧工装结构多利用螺母旋转压紧,一些对夹紧力要求不高的夹紧工装中也有采用弹簧快速夹紧结构的,该手动夹紧方式效率低,强度较大,适用于样件或小批量生产。
技术实现思路
1、有鉴于此,本实用新型旨在提出一种加工件紧固装置,以简化工装结构,降低成本,同时将需要加工的加工件快速夹紧固定,便于后续打孔等操作。
2、为达到上述目的,本实用新型的技术方案是这样实现的:
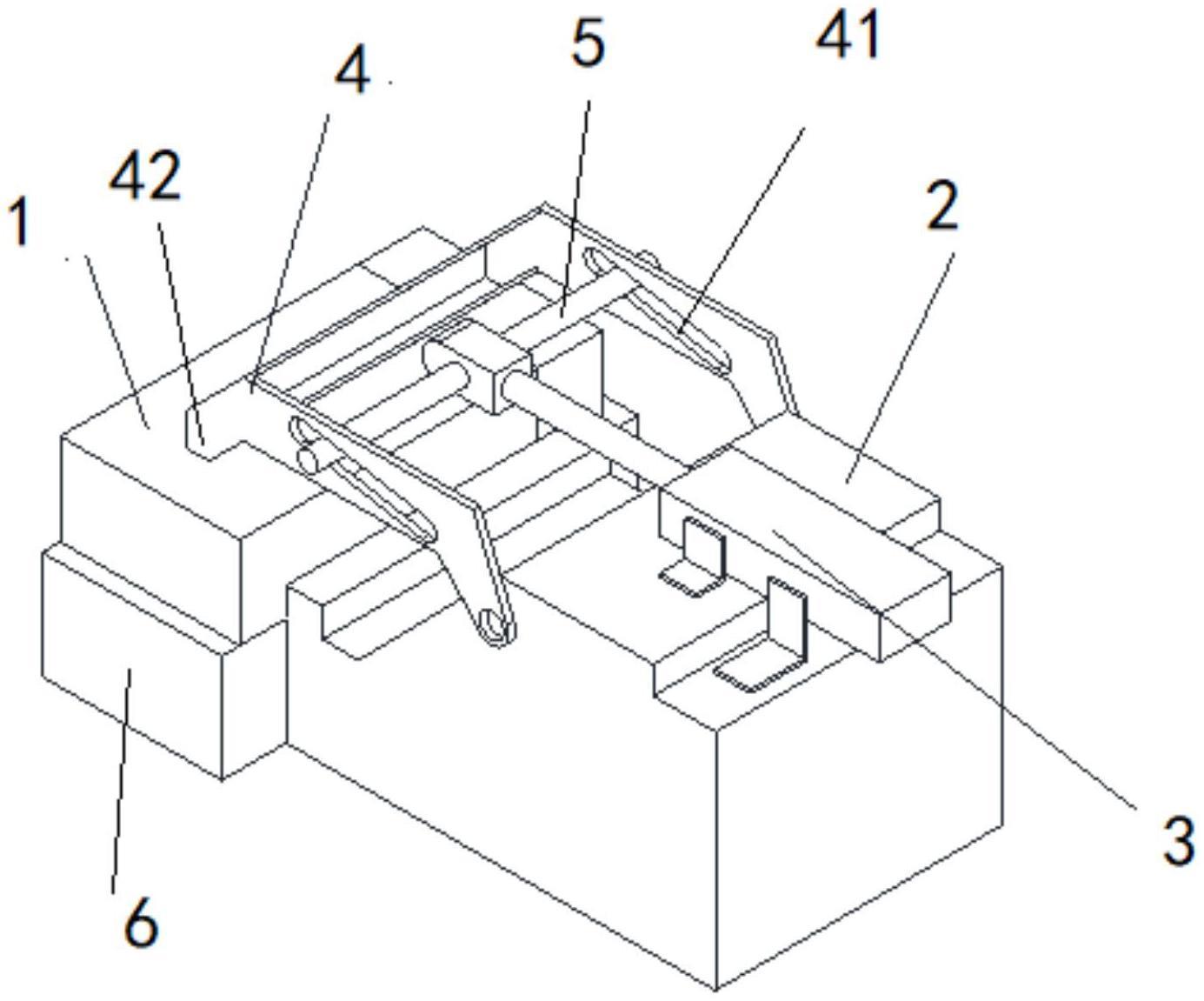
3、一种加工件紧固装置,包括定位台及其旁侧设置的支撑台,所述支撑台顶部设有推送元件,所述推送元件推杆水平朝向定位台,所述支撑台通过铰轴转动设有和定位台对应的夹紧块,所述夹紧块在垂直于所述铰轴方向设有腰孔,所述腰孔倾斜设置,其前端高于后端,所述腰孔匹配滑动设有滑动件,所述滑动件和推送元件的推杆相连接。
4、进一步的,所述夹紧块前端底面凸出有压头结构。
5、进一步的,所述夹紧块为u型件结构,包括和定位台对应设置的夹紧部及该夹紧部后端正对设置的两个连接部,所述腰孔设有两个并对称设置在两个连接部上,所述滑动件为滑动连接于两个腰孔之间的轴结构。
6、进一步的,所述推送元件为气缸。
7、相对于现有技术,本实用新型所述的一种加工件紧固装置具有以下优势:
8、本实用新型结构简单,成本低,夹紧块通过腰孔内滑动设置的滑动件线连接气缸推杆上,通过气缸带动夹紧块绕其铰轴翻转,实现对工件的快速夹紧,提高工件夹紧效率。
技术特征:
1.一种加工件紧固装置,其特征在于:包括定位台(6)及其旁侧设置的支撑台(2),所述支撑台(2)顶部设有推送元件(3),所述推送元件(3)推杆水平朝向定位台(6),所述支撑台(2)通过铰轴转动设有和定位台(6)对应的夹紧块(4),所述夹紧块(4)在垂直于所述铰轴方向设有腰孔(41),所述腰孔倾斜设置,其前端高于后端,所述腰孔(41)匹配滑动设有滑动件(5),所述滑动件(5)和推送元件(3)的推杆相连接。
2.根据权利要求1所述的一种加工件紧固装置,其特征在于:所述夹紧块(4)前端底面凸出有压头结构(42)。
3.根据权利要求1所述的一种加工件紧固装置,其特征在于:所述夹紧块(4)为u型件结构,包括和定位台(6)对应设置的夹紧部及该夹紧部后端正对设置的两个连接部,所述腰孔(41)设有两个并对称设置在两个连接部上,所述滑动件(5)为滑动连接于两个腰孔之间的轴结构。
4.根据权利要求1所述的一种加工件紧固装置,其特征在于:所述推送元件(3)为气缸。
技术总结
本技术提供了一种加工件紧固装置,包括定位台及其旁侧设置的支撑台,所述支撑台顶部设有推送元件,所述推送元件推杆水平朝向定位台,所述支撑台通过铰轴转动设有和定位台对应的夹紧块,所述夹紧块在垂直于所述铰轴方向设有腰孔,所述腰孔倾斜设置,其前端高于后端,所述腰孔匹配滑动设有滑动件,所述滑动件和推送元件的推杆相连接。本技术结构简单,成本低,夹紧块通过腰孔内滑动设置的滑动件线连接气缸推杆上,通过气缸带动夹紧块绕其铰轴翻转,实现对工件的快速夹紧,提高工件夹紧效率。
技术研发人员:侯云昌,侯怀礼,袁光华
受保护的技术使用者:天津市金桥焊材集团股份有限公司
技术研发日:20221124
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!