一种极耳承载治具的制作方法
本技术涉及电芯极耳焊接检测,具体涉及一种极耳承载治具。
背景技术:
1、锂电池在生产过程中需要通过电阻焊的方式将保护板与内部电芯的极耳连接。对于焊接完成的电芯来说,需要对保护板与极耳之间的连接力进行检测,防止焊接不准确而导致保护板掉落等问题。在生产前,通常通过焊接样片进行焊接测试,从而保证焊接准确性和稳固性。
2、但是传统的极耳承载治具只能适配某一固定间距的电芯极耳的样片焊接测试,无法满足不同间距的电芯极耳的样片焊接测试;当需要对多个不同间距的电芯极耳进行样片焊接测试时,通常是制作及更换专用的治具对不同间距的电芯极耳进行焊接测试,但是这种方式存在焊接测试的效率较低、治具生产成本较高、治具可用性较低、生产线换型时间较长等问题。
技术实现思路
1、因此,本实用新型要解决的技术问题在于克服现有技术中传统的样片承载治具无法适应不同间隙的电芯极耳的缺陷,从而提供一种可适应不同间隙的电芯极耳的极耳承载治具。
2、为解决上述技术问题,本实用新型提供的一种极耳承载治具,包括:
3、至少两个定位安装座,所述定位安装座包括固定部、活动部;所述固定部的一端和活动部的一端转动连接,且所述活动部通过转动实现与所述固定部的开起或闭合;
4、调节组件,所述调节组件设置于所述固定部的底部,所述调节组件适于调节至少两个所述定位安装座间的距离。
5、可选的,所述调节组件包括:
6、滑轨;
7、滑块,所述滑块滑动连接于所述滑轨中,所述定位安装座设置于所述滑块上。
8、可选的,所述滑块上开设有圆形的通孔,所述固定部上开设长圆形的腰型孔,所述通孔适于与所述腰型孔的任意位置对正设置,并通过紧固件紧固连接,以实现所述固定部在所述滑块上沿所述固定部长度方向的位置调节。
9、可选的,在所述固定部上沿其长度方向开设有焊料槽,所述焊料槽适于放置待焊接的极耳。
10、可选的,所述定位安装座还包括焊接位,所述焊接位设置于所述固定部远离与所述活动部转动连接的一端上,所述焊接位所在平面略低于所述固定部所在平面,所述焊接位适于放置需要焊接的保护板。
11、可选的,所述焊接位远离所述固定部的一端设置有限位件,所述限位件适于对保护板进行限位。
12、可选的,所述活动部与所述固定部上均设置有固定件,所述活动部可通过所述固定件与所述固定部实现闭合。
13、可选的,还包括:
14、底座,所述底座上设置有滑轨,所述底座适于移动以实现所述极耳承载治具在投入设备前的搬运。
15、可选的,所述底座平行所述滑轨方向的两端设置有卡接位,所述卡接位以实现所述极耳承载治具在加工工位上的定位。
16、可选的,还包括铰接件,所述铰接件设置于所述固定部的一端和所述活动部的一端,所述固定部通过所述铰接件与所述活动部转动连接。
17、本实用新型技术方案,具有如下优点:
18、本实用新型提供的极耳承载治具,包括:至少两个定位安装座,其包括固定部、活动部;调节组件。活动部可通过转动的形式与固定部实现闭合或开启,当活动部与固定部闭合时,活动部可夹紧放置在固定部中需要焊接的极耳。此时通过设置于固定部底部的调节组件对至少一个定位安装座进行位置调节,以调节至少两个定位安装座之间的距离,从而使至少两个固定部上分别放置的极耳具有一定间距,以适配对不同间距的极耳进行样片焊接测试,无需更换不同的治具,增加了治具通用性,提高焊接测试的效率,减少生产线上的换型时间。
技术特征:
1.一种极耳承载治具,其特征在于,包括:
2.根据权利要求1所述的极耳承载治具,其特征在于,所述调节组件包括:
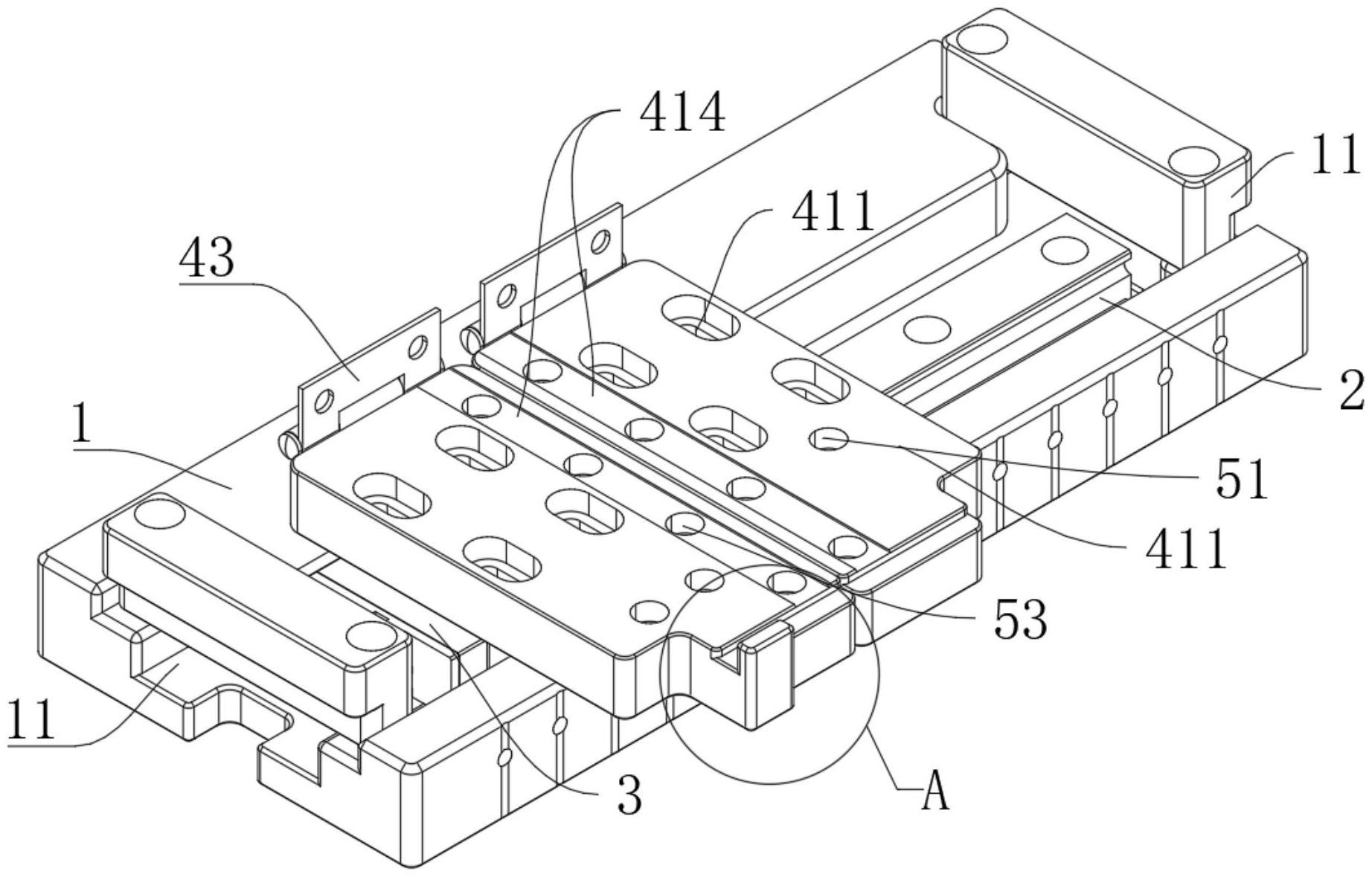
3.根据权利要求2所述的极耳承载治具,其特征在于,所述滑块(3)上开设有圆形的通孔(31),所述固定部(41)上开设长圆形的腰型孔(411),所述通孔(31)适于与所述腰型孔(411)的任意位置对正设置,并通过紧固件紧固连接,以实现所述固定部(41)在所述滑块(3)上沿所述固定部(41)长度方向的位置调节。
4.根据权利要求1-3任一项所述的极耳承载治具,其特征在于,在所述固定部(41)上沿其长度方向开设有焊料槽(414),所述焊料槽(414)适于放置待焊接的极耳。
5.根据权利要求4所述的极耳承载治具,其特征在于,所述定位安装座还包括焊接位(412),所述焊接位(412)设置于所述固定部(41)远离与所述活动部(42)转动连接的一端上,所述焊接位(412)所在平面低于所述固定部(41)所在平面,所述焊接位(412)适于放置需要焊接的保护板。
6.根据权利要求5所述的极耳承载治具,其特征在于,所述焊接位(412)远离所述固定部(41)的一端设置有限位件(413),所述限位件(413)适于对保护板进行限位。
7.根据权利要求1所述的极耳承载治具,其特征在于,所述活动部(42)与所述固定部(41)上均设置有固定件(5),所述活动部(42)可通过所述固定件(5)与所述固定部(41)实现闭合。
8.根据权利要求1所述的极耳承载治具,其特征在于,还包括:
9.根据权利要求8所述的极耳承载治具,其特征在于,所述底座(1)平行所述滑轨(2)方向的两端设置有卡接位(11),所述卡接位(11)以实现所述极耳承载治具在加工工位上的定位。
10.根据权利要求1所述的极耳承载治具,其特征在于,还包括铰接件,所述铰接件设置于所述固定部(41)的一端和所述活动部(42)的一端,所述固定部(41)通过所述铰接件与所述活动部(42)转动连接。
技术总结
本技术涉及锂电池检测技术领域,具体涉及一种极耳承载治具。极耳承载治具包括:至少两个定位安装座,定位安装座包括固定部、活动部;固定部和活动部转动连接,且通过转动实现活动部与固定部的开起或闭合。当活动部与固定部闭合时,活动部可夹紧放置在固定部中需要焊接的极耳。此时通过设置于固定部底部的调节组件对至少一个定位安装座进行位置调节,以调节至少两个定位安装座之间的距离,从而使至少两个固定部上分别放置的极耳具有一定间距,以适配对不同间距的极耳进行样片焊接测试,无需更换不同的治具,增加了治具通用性,提高焊接测试的效率,减少生产线上的换型时间。
技术研发人员:杨永,潘鑫根,邹雄,许锦发
受保护的技术使用者:欣旺达电子股份有限公司
技术研发日:20221122
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!