一种电芯满焊设备的制作方法
本技术涉及电芯焊接,尤其涉及一种电芯满焊设备。
背景技术:
1、在锂电池的生产过程中,在电芯的连接片焊接到顶盖上后,将电芯装入壳体后需要将顶盖和壳体进行焊接,
2、现有的焊接装置自动化程度低,在焊接时无法将顶盖和壳体压紧已经进行精准定位,使得顶盖和壳体的定位不精确或者压紧不到位时,容易产生焊偏、虚焊和弱焊等现象,从而直接影响电池的性能,导致电池质量问题和安全隐患问题。
技术实现思路
1、为了解决上述技术问题,本实用新型的目的在于提供一种电芯满焊设备,用于实现电芯的压紧和精准定位,提高焊接的效率和精度。
2、鉴于此目的,本实用新型实施例提供一种电芯满焊设备,包括安装基座、安装在所述安装基座上的若干组可旋转的夹持模组、所述安装基座的顶部上设置有用于给电芯焊接的焊接模组,所述焊接模组的移动路径沿着若干组所述夹持模组的排列方向设置;
3、所述夹持模组包括用于夹持所述电芯前后两端的焊接端夹持组件和非焊接端夹持组件,位于所述焊接端夹持组件的一侧设置有若干组焊前ccd检测组件。
4、进一步的,所述夹持模组包括嵌设在所述安装基座上的中空旋转平台,所述中空旋转平台相背的两面上分别安装有所述焊接端夹持组件和所述非焊接端夹持组件,所述焊接端夹持组件和所述非焊接端夹持组件通过连接支架连接;所述中空旋转平台和中空旋转电机的输出端连接。
5、进一步的,所述焊接端夹持组件包括第一转盘,所述第一转盘上设置有第一正面夹紧块,所述第一正面夹紧块的顶面和驱动所述第一正面夹紧块开夹的第一正面开夹气缸的活塞杆固定连接;在所述第一正面夹紧块的两侧分别设置有一块第一侧面夹紧块,每一所述第一侧面夹紧块分别和一第一侧面夹紧气缸的活塞杆固定连接。
6、进一步的,所述非焊接端夹持组件包括第二转盘,所述第二转盘上设置有第二正面夹紧块,所述第二正面夹紧块的顶面和驱动所述第二正面夹紧块开夹的第二正面开夹气缸的活塞杆固定连接;在所述第二正面夹紧块的两侧分别设置有二块第二侧面夹紧块,每二所述第二侧面夹紧块分别和二第二侧面夹紧气缸的活塞杆固定连接。
7、进一步的,所述中空旋转平台靠近所述焊接端夹持组件的一侧下方设置有转盘进气组件。
8、进一步的,所述夹持模组还包括位于所述焊接端夹持组件正前方的压装组件,所述压装组件包括压装支架,所述压装支架和所述中空旋转平台固定连接,所述压装支架上设置有定位组件,所述定位组件和定位气缸的输出轴固定连接;所述定位气缸的前方还设置有焊接保护盖。
9、进一步的,所焊接模组包括激光头组件,所述激光头组件安装在三轴移动组件上,所述三轴移动组件包括沿着所述夹持模组排列的方向设置的x轴平移组件,所述x轴平移组件的滑块上安装有用于推动诉讼后激光头组件往y轴方向移动的y轴组件,所述y轴组件的滑块上设置有z轴升降组件,所述激光头组件固定安装在所述z轴升降组件的移动板上。
10、进一步的,所述激光头组件的一侧设置有除尘罩,所述除尘罩和除尘管道连接。
11、进一步的,所述焊前ccd检测组件包括设置在所述焊接端夹持组件前方的检测滑轨,设置在所述检测滑轨上的ccd检测器,以及推动所述ccd检测器沿所述检测滑轨移动的检测驱动组件。
12、进一步的,还包括送料模组,所述送料模组包括朝向所述非焊接夹持组件的送料滑轨,所述送料滑轨的滑块上连接有送料支架,所述送料支架上设置有电芯支撑块,所述电芯支撑块上间隔设置有用于吸附所述电芯的吸盘,所述电芯支撑块的上方设置有电芯推块组件和电芯压紧块组件。
13、本实用新型的有益效果:本实用新型实施例提供一种电芯满焊设备,通过在安装基座上设置若干组可旋转的夹持模组和用于给电芯焊接的焊接模组,以及位于所述焊接端夹持组件的一侧的若干组焊前ccd检测组件的设置,确保焊接时将顶盖和壳体压紧并进行精准定位,提高焊接的效率和精准度。
技术特征:
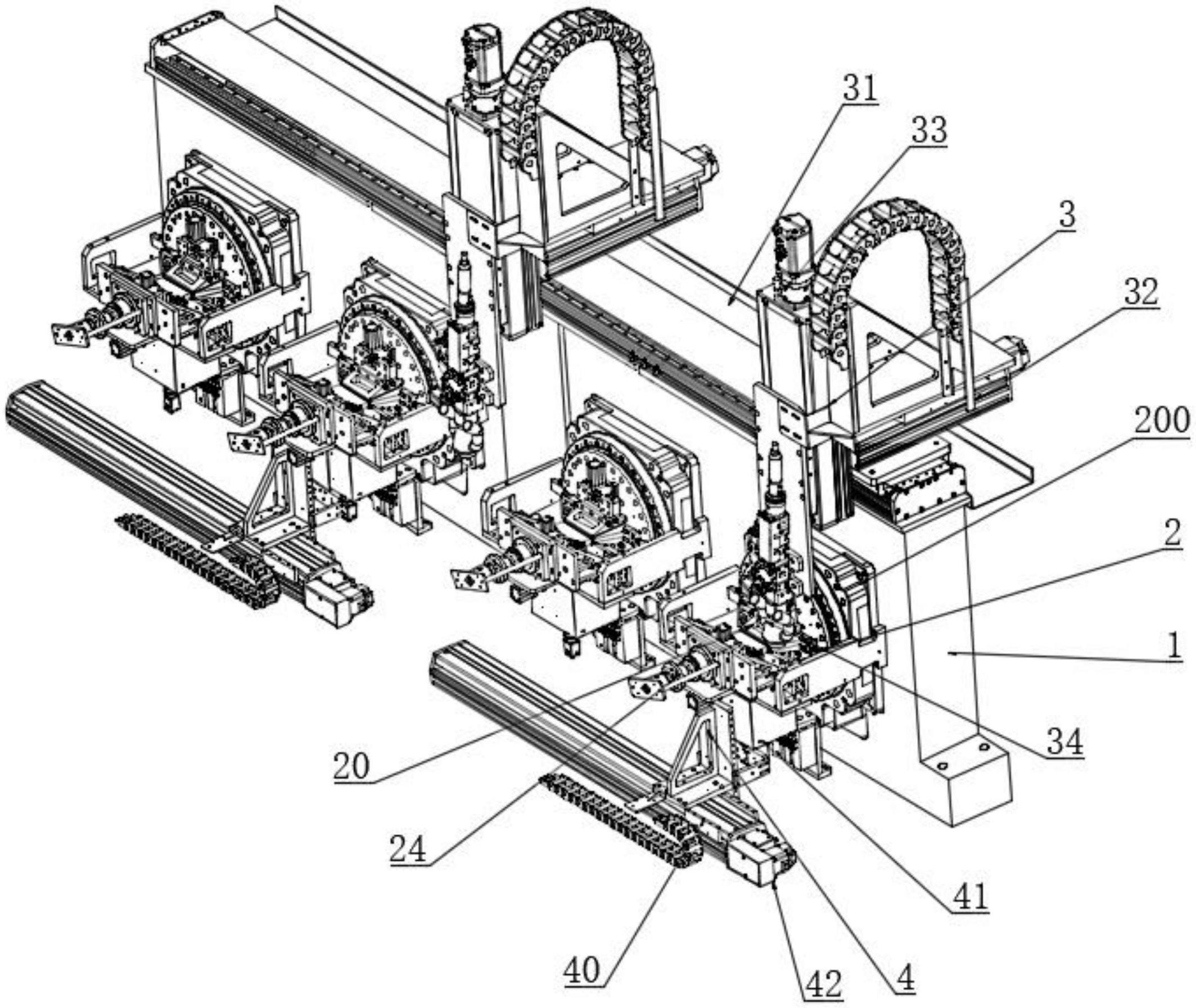
1.一种电芯满焊设备,其特征在于,包括安装基座(1)、安装在所述安装基座(1)上的若干组可旋转的夹持模组(2)、所述安装基座(1)的顶部上设置有用于给电芯焊接的焊接模组(3),所述焊接模组(3)的移动路径沿着若干组所述夹持模组(2)的排列方向设置;
2.根据权利要求1所述的电芯满焊设备,其特征在于,所述夹持模组(2)包括嵌设在所述安装基座(1)上的中空旋转平台(200),所述中空旋转平台(200)相背的两面上分别安装有所述焊接端夹持组件(20)和所述非焊接端夹持组件(21),所述焊接端夹持组件(20)和所述非焊接端夹持组件(21)通过连接支架(22)连接;所述中空旋转平台(200)和中空旋转电机(210)的输出端连接。
3.根据权利要求1所述的电芯满焊设备,其特征在于,所述焊接端夹持组件(20)包括第一转盘(201),所述第一转盘(201)上设置有第一正面夹紧块(202),所述第一正面夹紧块(202)的顶面和驱动所述第一正面夹紧块(202)开夹的第一正面开夹气缸(203)的活塞杆固定连接;在所述第一正面夹紧块(202)的两侧分别设置有一块第一侧面夹紧块(204),每一所述第一侧面夹紧块(204)分别和一第一侧面夹紧气缸(205)的活塞杆固定连接。
4.根据权利要求1所述的电芯满焊设备,其特征在于,所述非焊接端夹持组件(21)包括第二转盘(211),所述第二转盘(211)上设置有第二正面夹紧块(212),所述第二正面夹紧块(212)的顶面和驱动所述第二正面夹紧块(212)开夹的第二正面开夹气缸(213)的活塞杆固定连接;在所述第二正面夹紧块(212)的两侧分别设置有二块第二侧面夹紧块(214),每二所述第二侧面夹紧块(214)分别和二第二侧面夹紧气缸(215)的活塞杆固定连接。
5.根据权利要求2所述的电芯满焊设备,其特征在于,所述中空旋转平台(200)靠近所述焊接端夹持组件(20)的一侧下方设置有转盘进气组件(23)。
6.根据权利要求2所述的电芯满焊设备,其特征在于,所述夹持模组(2)还包括位于所述焊接端夹持组件(20)正前方的压装组件(24),所述压装组件(24)包括压装支架(240),所述压装支架(240)和所述中空旋转平台(200)固定连接,所述压装支架(240)上设置有定位组件(241),所述定位组件(241)和定位气缸(242)的输出轴固定连接;所述定位气缸(242)的前方还设置有焊接保护盖(243)。
7.根据权利要求1所述的电芯满焊设备,其特征在于,所焊接模组(3)包括激光头组件(30),所述激光头组件(30)安装在三轴移动组件上,所述三轴移动组件包括沿着所述夹持模组(2)排列的方向设置的x轴平移组件(31),所述x轴平移组件(31)的滑块上安装有用于推动所述激光头组件(30)往y轴方向移动的y轴组件(32),所述y轴组件(32)的滑块上设置有z轴升降组件(33),所述激光头组件(30)固定安装在所述z轴升降组件(33)的移动板上。
8.根据权利要求7所述的电芯满焊设备,其特征在于,所述激光头组件(30)的一侧设置有除尘罩(34),所述除尘罩(34)和除尘管道(35)连接。
9.根据权利要求1所述的电芯满焊设备,其特征在于,所述焊前ccd检测组件(4)包括设置在所述焊接端夹持组件(20)前方的检测滑轨(40),设置在所述检测滑轨(40)上的ccd检测器(41),以及推动所述ccd检测器(41)沿所述检测滑轨(40)移动的检测驱动组件(42)。
10.根据权利要求1所述的电芯满焊设备,其特征在于,还包括送料模组(5),所述送料模组(5)包括朝向所述非焊接端夹持组件(21)的送料滑轨(50),所述送料滑轨(50)的滑块上连接有送料支架(51),所述送料支架(51)上设置有电芯支撑块(52),所述电芯支撑块(52)上间隔设置有用于吸附所述电芯的吸盘(53),所述电芯支撑块(52)的上方设置有电芯推块组件(54)和电芯压紧块组件(55)。
技术总结
本技术公开了一种电芯满焊设备,通过在安装基座上设置若干组可旋转的夹持模组和用于给电芯焊接的焊接模组,以及位于所述焊接端夹持组件的一侧的若干组焊前CCD检测组件的设置,确保焊接时将顶盖和壳体压紧并进行精准定位,提高焊接的效率和精准度。
技术研发人员:陈治江
受保护的技术使用者:惠州市隆合科技有限公司
技术研发日:20221124
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!