一种耐磨损的高精度冲压模具的制作方法
本技术涉及金属加工,具体为一种耐磨损的高精度冲压模具。
背景技术:
1、冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
2、如申请号cn202123366103.4的实用新型公开了一种防止磨损的冲压模具,该防止磨损的冲压模具,通过设计的支撑机构,有助于增加对冲压气缸的进一步支撑,减小冲压气缸时间长久导致的松动,减少了维护冲压气缸的频率;通过设计的定位组件,利用定位杆和穿孔的配合,增加上模座活动时的定位;通过设计的导向组件,利用导杆、导柱的配合,增加活动杆活动时的导向,但类似于上述文件中的冲压模具在对金属件冲压过程中,金属件在塑性之后其零件边缘会有多出的溢料部分,在冲压过程中模具在溢料裁切功能上还有待进一步的优化。
3、于是,有鉴于此,针对现有的结构及缺失予以研究改良,提出一种耐磨损的高精度冲压模具。
技术实现思路
1、本实用新型的目的在于提供一种耐磨损的高精度冲压模具,以解决上述背景技术中提出的问题。
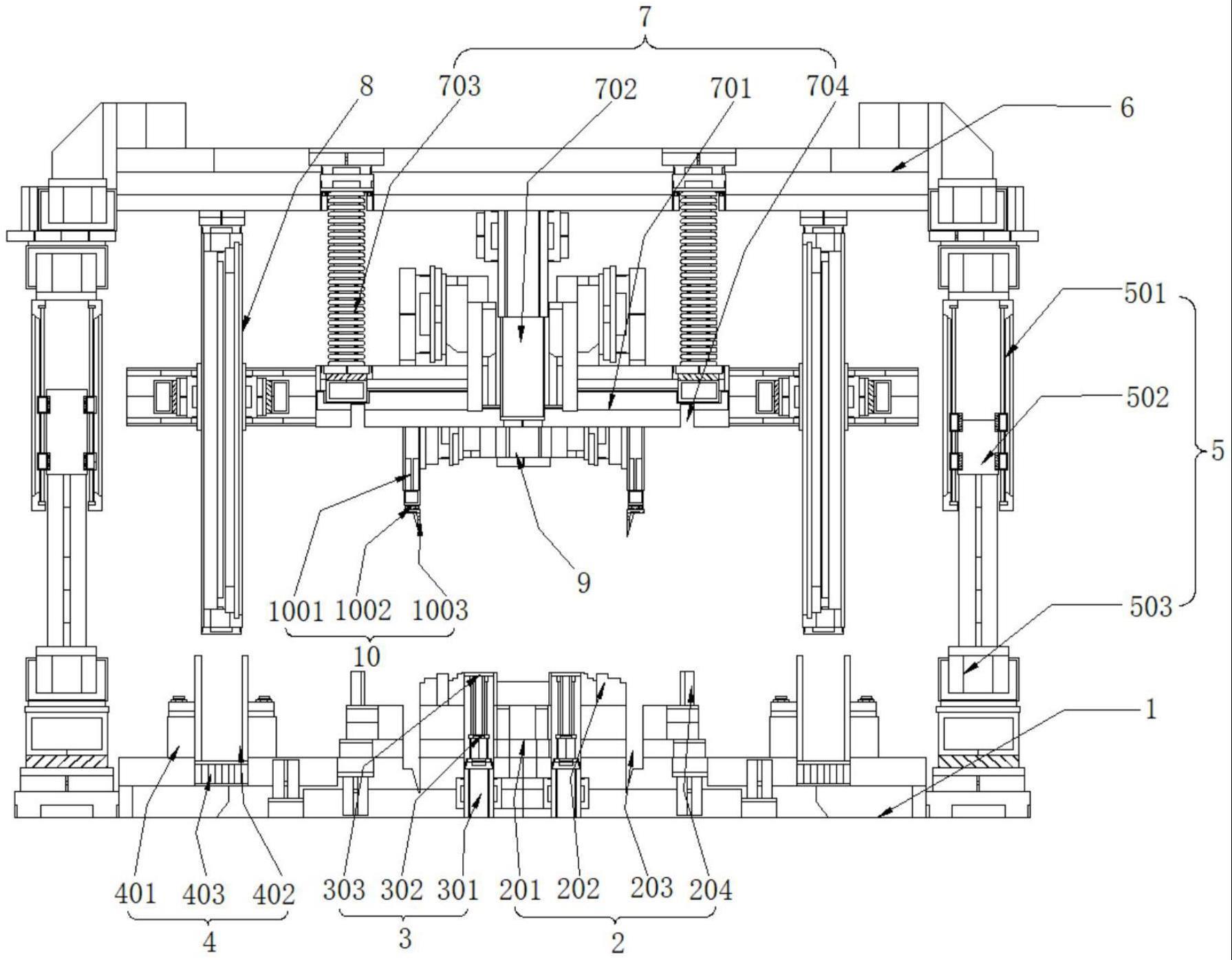
2、为实现上述目的,本实用新型提供如下技术方案:一种耐磨损的高精度冲压模具,包括装置底座、冲压模组件和导位裁切组件,所述装置底座的中央安装有下模组件,且下模组件的内部设置有脱模组件,所述下模组件的两侧设置有缓冲定位桩,且缓冲定位桩远离下模组件的一侧安装有升降端柱,所述升降端柱的顶部架设有吊装梁架,所述冲压模组件吊装于梁架的底部中央,且冲压模组件的两端贯穿有导向柱,所述冲压模组件的底部安装有上模具,所述导位裁切组件安装于上模具的两侧,所述导位裁切组件包括强化连接件、装配衔接件和裁切刀头,所述强化连接件的底部安装有装配衔接件,且装配衔接件的底部安装有裁切刀头。
3、进一步的,所述下模组件包括冲压底座、下模具、裁切容纳槽和辅助定位榫,所述冲压底座的顶部安装有下模具,且冲压底座的两侧设置有裁切容纳槽,所述裁切容纳槽远离冲压底座的一侧设置有辅助定位榫。
4、进一步的,所述脱模组件包括动力气缸、伸缩柱和顶出块,所述动力气缸的顶部安装有伸缩柱,且伸缩柱的顶部安装有顶出块,所述脱模组件以下模组件的垂直中轴线对称安装。
5、进一步的,所述缓冲定位桩包括外桩座、内嵌槽和缓冲件,所述外桩座的内部设置有内嵌槽,且内嵌槽的底部安装有缓冲件,所述缓冲定位桩以下模组件的垂直中轴线对称安装。
6、进一步的,所述升降端柱包括承重桩、支撑柱和伸缩管套,所述承重桩的顶部安装有支撑柱,且支撑柱的外侧嵌套有伸缩管套。
7、进一步的,所述冲压模组件包括冲压板、液压柱、弹簧伸缩柱和辅助定位槽,所述冲压板的中间安装有液压柱,且液压柱的两端均设置有弹簧伸缩柱,所述冲压板的底部表面设置有辅助定位槽。
8、进一步的,所述升降端柱以装置底座的垂直中轴线对称安装,所述导向柱以冲压模组件的垂直中轴线对称安装。
9、本实用新型提供了一种耐磨损的高精度冲压模具,具备以下有益效果:利用脱模组件的结构设置,在金属件冲压结束后避免冲压件可能会出现卡在下模组件的表面,而利用导位裁切组件和冲压模组件的结合使用,可以将冲压件边缘多余的材料进行裁切,以便于后续的加工处理,利用缓冲定位桩、升降端柱和导向柱使得冲压模组件在整体位移的同时不会出现偏移的问题。
10、1、本实用新型,通过设置了脱模组件,当上模具通过冲压模组件在垂直方向的下压使得下模具与上模具之间的金属件受力而进行冲压塑形,当冲压塑形之后,为了避免冲压件会卡在下模具的表面,通过在下模组件内部中央设置的脱模组件进行辅助操作,利用动力气缸为伸缩柱提供动力,使伸缩柱在垂直方向上进行伸缩调节,从而将顶出块抬升出下模具的表面,进一步的将冲压件推离下模具的表面。
11、2、本实用新型,通过设置了导位裁切组件和冲压模组件的结合使用,利用在上模具的两侧安装的导位裁切组件,当冲压板中央的液压柱带动整个冲压模组件沿着导向柱在垂直方向上向下位移时,在下模具与上模具接触的同时,上模具两侧的裁切刀头将冲压件边缘多余的材料进行裁切,以便于后续的加工处理,提高了整个冲压模具的加工精度,同时当冲压塑形之后,当液压柱进行收缩付伟的同时,液压柱两侧的弹簧伸缩柱会提供一个回弹力时整个冲压模组件可以相对快速的与下模组件进行分离,尽可能的减少上模具与下模具长时间的对接按压造成磨具表面的磨损。
12、3、本实用新型,通过设置了缓冲定位桩、升降端柱和导向柱,其中升降端柱为整个模具在垂直方向上提供了有效的调节伸缩性,同时也起到了对安装于吊装梁架底部的冲压模组件、导向柱、上模具和导位裁切组件等四个不同的组件的承重支撑作用,而当升降端柱在进行处置下降时,会将吊装梁架一同降下,其中的导向柱会对准正下方的缓冲定位桩进行对接安插,也是避免了沿着导向柱位移的冲压模组件出现与下模组件对接偏移的问题。
技术特征:
1.一种耐磨损的高精度冲压模具,包括装置底座(1)、冲压模组件(7)和导位裁切组件(10),其特征在于:所述装置底座(1)的中央安装有下模组件(2),且下模组件(2)的内部设置有脱模组件(3),所述下模组件(2)的两侧设置有缓冲定位桩(4),且缓冲定位桩(4)远离下模组件(2)的一侧安装有升降端柱(5),所述升降端柱(5)的顶部架设有吊装梁架(6),所述冲压模组件(7)吊装于梁架(6)的底部中央,且冲压模组件(7)的两端贯穿有导向柱(8),所述冲压模组件(7)的底部安装有上模具(9),所述导位裁切组件(10)安装于上模具(9)的两侧,所述导位裁切组件(10)包括强化连接件(1001)、装配衔接件(1002)和裁切刀头(1003),所述强化连接件(1001)的底部安装有装配衔接件(1002),且装配衔接件(1002)的底部安装有裁切刀头(1003)。
2.根据权利要求1所述的一种耐磨损的高精度冲压模具,其特征在于,所述下模组件(2)包括冲压底座(201)、下模具(202)、裁切容纳槽(203)和辅助定位榫(204),所述冲压底座(201)的顶部安装有下模具(202),且冲压底座(201)的两侧设置有裁切容纳槽(203),所述裁切容纳槽(203)远离冲压底座(201)的一侧设置有辅助定位榫(204)。
3.根据权利要求1所述的一种耐磨损的高精度冲压模具,其特征在于,所述脱模组件(3)包括动力气缸(301)、伸缩柱(302)和顶出块(303),所述动力气缸(301)的顶部安装有伸缩柱(302),且伸缩柱(302)的顶部安装有顶出块(303),所述脱模组件(3)以下模组件(2)的垂直中轴线对称安装。
4.根据权利要求1所述的一种耐磨损的高精度冲压模具,其特征在于,所述缓冲定位桩(4)包括外桩座(401)、内嵌槽(402)和缓冲件(403),所述外桩座(401)的内部设置有内嵌槽(402),且内嵌槽(402)的底部安装有缓冲件(403),所述缓冲定位桩(4)以下模组件(2)的垂直中轴线对称安装。
5.根据权利要求1所述的一种耐磨损的高精度冲压模具,其特征在于,所述升降端柱(5)包括承重桩(501)、支撑柱(502)和伸缩管套(503),所述承重桩(501)的顶部安装有支撑柱(502),且支撑柱(502)的外侧嵌套有伸缩管套(503)。
6.根据权利要求1所述的一种耐磨损的高精度冲压模具,其特征在于,所述冲压模组件(7)包括冲压板(701)、液压柱(702)、弹簧伸缩柱(703)和辅助定位槽(704),所述冲压板(701)的中间安装有液压柱(702),且液压柱(702)的两端均设置有弹簧伸缩柱(703),所述冲压板(701)的底部表面设置有辅助定位槽(704)。
7.根据权利要求1所述的一种耐磨损的高精度冲压模具,其特征在于,所述升降端柱(5)以装置底座(1)的垂直中轴线对称安装,所述导向柱(8)以冲压模组件(7)的垂直中轴线对称安装。
技术总结
本技术公开了一种耐磨损的高精度冲压模具,包括装置底座、冲压模组件和导位裁切组件,所述装置底座的中央安装有下模组件,所述下模组件的两侧设置有缓冲定位桩,所述升降端柱的顶部架设有吊装梁架,所述冲压模组件吊装于梁架的底部中央,所述冲压模组件的底部安装有上模具,所述导位裁切组件安装于上模具的两侧。该耐磨损的高精度冲压模具,利用脱模组件的结构设置,在金属件冲压结束后避免冲压件可能会出现卡在下模组件的表面,而利用导位裁切组件和冲压模组件的结合使用,可以将冲压件边缘多余的材料进行裁切,以便于后续的加工处理,利用缓冲定位桩、升降端柱和导向柱使得冲压模组件在整体位移的同时不会出现偏移的问题。
技术研发人员:梁镜明
受保护的技术使用者:东莞市的的传动科技有限公司
技术研发日:20221126
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!