一种开槽设备的制作方法
本技术涉及门窗型材加工设备,具体而言,涉及一种开槽设备。
背景技术:
1、在生产门窗型材时,对于其连接口,有部位要镶嵌在其中,根据需要对进行开槽处理。对单支门窗型材开槽时,由于传统标准铣床的限制,需要先对产品两端的槽口进行加工,并以此槽口为定位槽,再对后续槽口加工。如此,单支门窗型材无法一次性加工,经过多道工序,所需总加工时间较长,重复劳动较多,存在多次翻框的情况,这就造成该类型产品人均产值低下。同时,传统的门窗型材开槽设备无法适应不同型材的不同的开槽位置和开槽深度。
技术实现思路
1、基于此,为了解决传统开槽设备进行单支型材开槽时无法一次性加工,经过多道工序,所需总加工时间较长,且传统的门窗型材开槽设备无法适应不同型材的不同的开槽位置、开槽宽度和开槽深度的问题,本实用新型提供了一种开槽设备,其具体技术方案如下:
2、一种开槽设备,包括:
3、机架,所述机架上设有切割位与待料位;
4、装夹组件,所述装夹组件用于固定型材,所述装夹组件与所述机架滑动连接且于所述切割位与待料位之间往复运动;
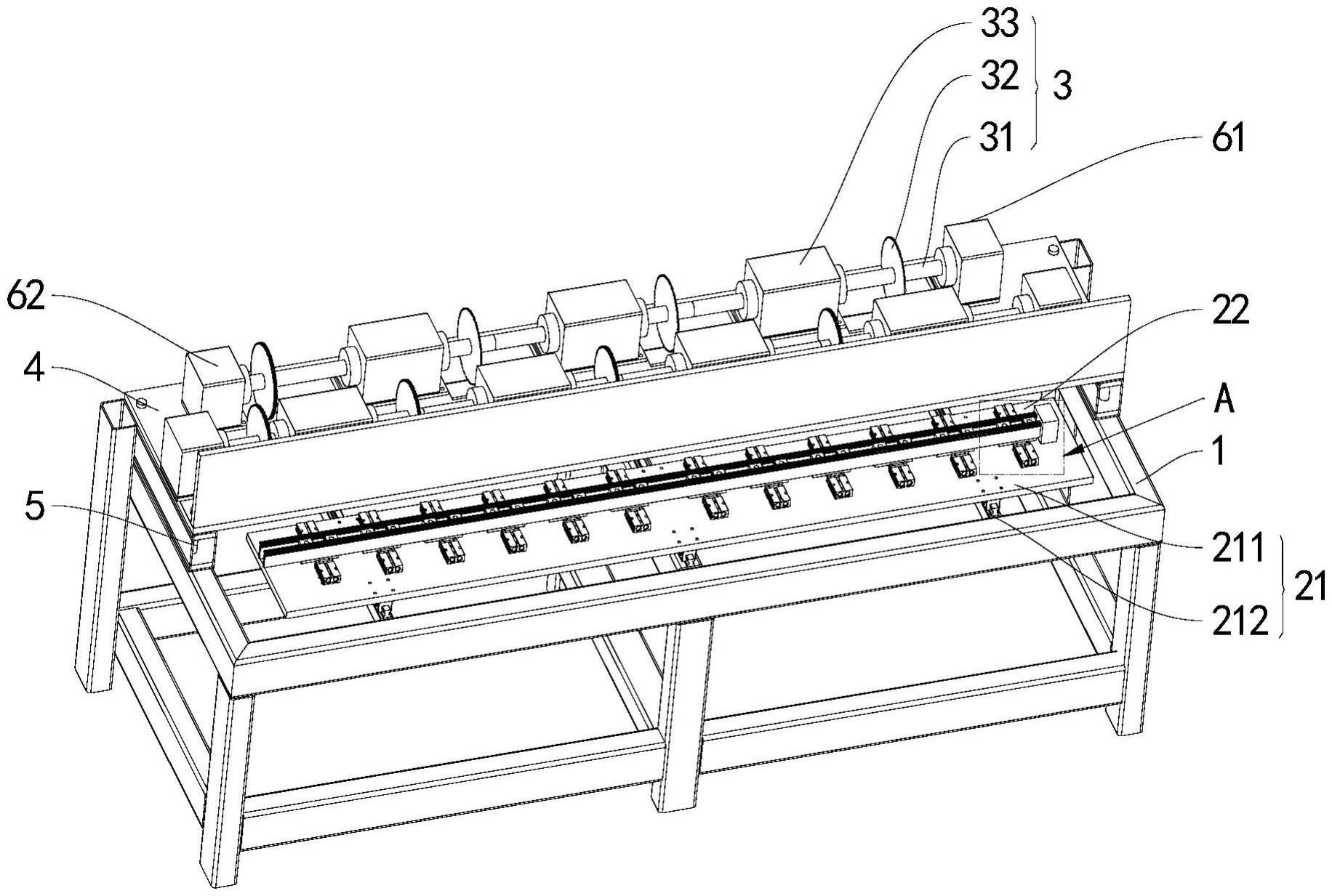
5、至少一个用于切割型材的加工组件,所述加工组件位于所述切割位且相对所述机架升降运动,所述加工组件包括传动杆和多个沿所述传动杆的长度方向设置的切割件,所述切割件可沿所述传动杆轴向运动。
6、上述开槽设备,通过设置可以在机架的切割位和待料位之间往复运动的装夹组件,待加工的型材固定在装夹组件后,被带动到切割位进行加工开槽;通过在切割位设置可以相对机架升降运动的加工组件,可以对型材加工出不同的深度的槽;型材进入到切割位时,割件在传动杆上可以进行轴向运动,可以实现在型材上加工出不同位置的槽;解决了传统的门窗型材开槽设备无法适应不同型材的不同的开槽位置和开槽深度的问题。
7、进一步地,所述装夹组件包括工作台和多个呈线性排布的夹紧组,所述夹紧组安设于所述工作台,所述工作台与所述机架滑动连接且于所述切割位和待料位之间往复运动。
8、进一步地,所述工作台包括本体和滑轨,所述滑轨的一端位于所述切割位且另一端位于所述待料位,所述本体与所述滑轨滑动连接且于所述切割位和待料位往复运动,所述夹紧组安设于所述本体。
9、进一步地,所述夹紧组包括第一压紧装置和第二压紧装置,所述第一压紧装置和所述第二压紧装置平行间隔设置并形成间隔空间,所述第一压紧装置和所述第二压紧装置均安设于所述本体。
10、进一步地,所述夹紧组还包括固定件和定位块,所述固定件和所述定位块均安设于所述本体,所述固定件位于所述间隔空间,所述定位块位于所述本体的长度方向的一端且与所述固定件平行设置。
11、进一步地,所述加工组件还包括多个用于控制所述传动杆转动的驱动装置,所述驱动装置的输出端与所述传动杆连接。
12、进一步地,所述加工组件还包括与所述切割件一一配合的紧固件,所述紧固件安设于所述传动杆且用于将切割件固定在传动杆上。
13、进一步地,还包括升降台、固定架和用于控制所述升降台相对所述机架升降运动的升降杆,所述升降台位于所述切割位且相对所述机架升降运动,所述升降杆安设于所述机架,所述固定架安设于所述升降台,所述切割件和所述传动杆安设于所述固定架,所述升降台设有与所述切割件一一配合的通孔。
14、进一步地,所述固定架包括第一固定座和第二固定座,所述一固定架和所述第二固定座均安设于所述升降台,所述第一固定座和所述第二固定座分别位于所述升降台的长度方向的两端,所述第一固定座和所述第二固定座均与所述传动杆连接。
15、进一步地,所述加工组件包括第一加工组件和第二加工组件,所述第一加工组件和所述第二加工组件平行设置,所述第一加工组件和所述第二加工组件均位于所述切割位且相对所述机架升降运动。
技术特征:
1.一种开槽设备,其特征在于,包括:
2.根据权利要求1所述的开槽设备,其特征在于,所述装夹组件包括工作台和多个呈线性排布的夹紧组,所述夹紧组安设于所述工作台,所述工作台与所述机架滑动连接且于所述切割位和待料位之间往复运动。
3.根据权利要求2所述的开槽设备,其特征在于,所述工作台包括本体和滑轨,所述滑轨的一端位于所述切割位且另一端位于所述待料位,所述本体与所述滑轨滑动连接且于所述切割位和待料位往复运动,所述夹紧组安设于所述本体。
4.根据权利要求3所述的开槽设备,其特征在于,所述夹紧组包括第一压紧装置和第二压紧装置,所述第一压紧装置和所述第二压紧装置平行间隔设置并形成间隔空间,所述第一压紧装置和所述第二压紧装置均安设于所述本体。
5.根据权利要求4所述的开槽设备,其特征在于,所述夹紧组还包括固定件和定位块,所述固定件和所述定位块均安设于所述本体,所述固定件位于所述间隔空间,所述定位块位于所述本体的长度方向的一端且与所述固定件平行设置。
6.根据权利要求1所述的开槽设备,其特征在于,所述加工组件还包括多个用于控制所述传动杆转动的驱动装置,所述驱动装置的输出端与所述传动杆连接。
7.根据权利要求1所述的开槽设备,其特征在于,所述加工组件还包括与所述切割件一一配合的紧固件,所述紧固件安设于所述传动杆且用于将切割件固定在传动杆上。
8.根据权利要求1所述的开槽设备,其特征在于,还包括升降台、固定架和用于控制所述升降台相对所述机架升降运动的升降杆,所述升降台位于所述切割位且相对所述机架升降运动,所述升降杆安设于所述机架,所述固定架安设于所述升降台,所述切割件和所述传动杆安设于所述固定架,所述升降台设有与所述切割件一一配合的通孔。
9.根据权利要求8所述的开槽设备,其特征在于,所述固定架包括第一固定座和第二固定座,所述一固定架和所述第二固定座均安设于所述升降台,所述第一固定座和所述第二固定座分别位于所述升降台的长度方向的两端,所述第一固定座和所述第二固定座均与所述传动杆连接。
10.根据权利要求1所述的开槽设备,其特征在于,所述加工组件包括第一加工组件和第二加工组件,所述第一加工组件和所述第二加工组件平行设置,所述第一加工组件和所述第二加工组件均位于所述切割位且相对所述机架升降运动。
技术总结
本技术提供了一种开槽设备,其包括机架、装夹组件和至少一个用于切割型材的加工组件;机架上设有切割位与待料位;装夹组件用于固定型材,装夹组件与机架滑动连接且于切割位与待料位之间往复运动;加工组件位于切割位且相对机架升降运动,加工组件包括传动杆和多个沿传动杆的长度方向设置的切割件,切割件可沿传动杆轴向运动。本技术解决了传统开槽设备进行单支型材开槽时无法一次性加工,经过多道工序,所需总加工时间较长,且传统的门窗型材开槽设备无法适应不同型材的不同的开槽位置、开槽宽度和开槽深度的问题。
技术研发人员:蓝嘉昕,叶伟科,丁孝平,邓涛涛,陈玉伟
受保护的技术使用者:佛山市三水凤铝铝业有限公司
技术研发日:20221125
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!