铝箔轧机的制作方法
本技术涉及铝箔生产设备,尤其涉及一种铝箔轧机。
背景技术:
1、目前,铝箔的应用越来越广泛,铝箔可以应用于包装材料、建筑材料和装饰材料,尤其用在新能源电池箔上。铝箔的产量与铝箔轧机的轧辊转速相关。
2、相关技术的铝箔轧机的轧辊的转速提升出现发热现象,在轧制过程中,铝箔的面料因为轧辊产生局部发热,使得铝箔出现版型不良问题。如何迅速充分的降低铝箔轧机在高速轧制中产生的温度,大大提升铝箔轧机生产效率是一个需要解决的技术问题。
3、因此,实有必要提供一种新的铝箔轧机解决上述问题。
技术实现思路
1、针对以上现有技术的不足,本实用新型提出一种产出的铝箔的质量高且生产效率高的铝箔轧机。
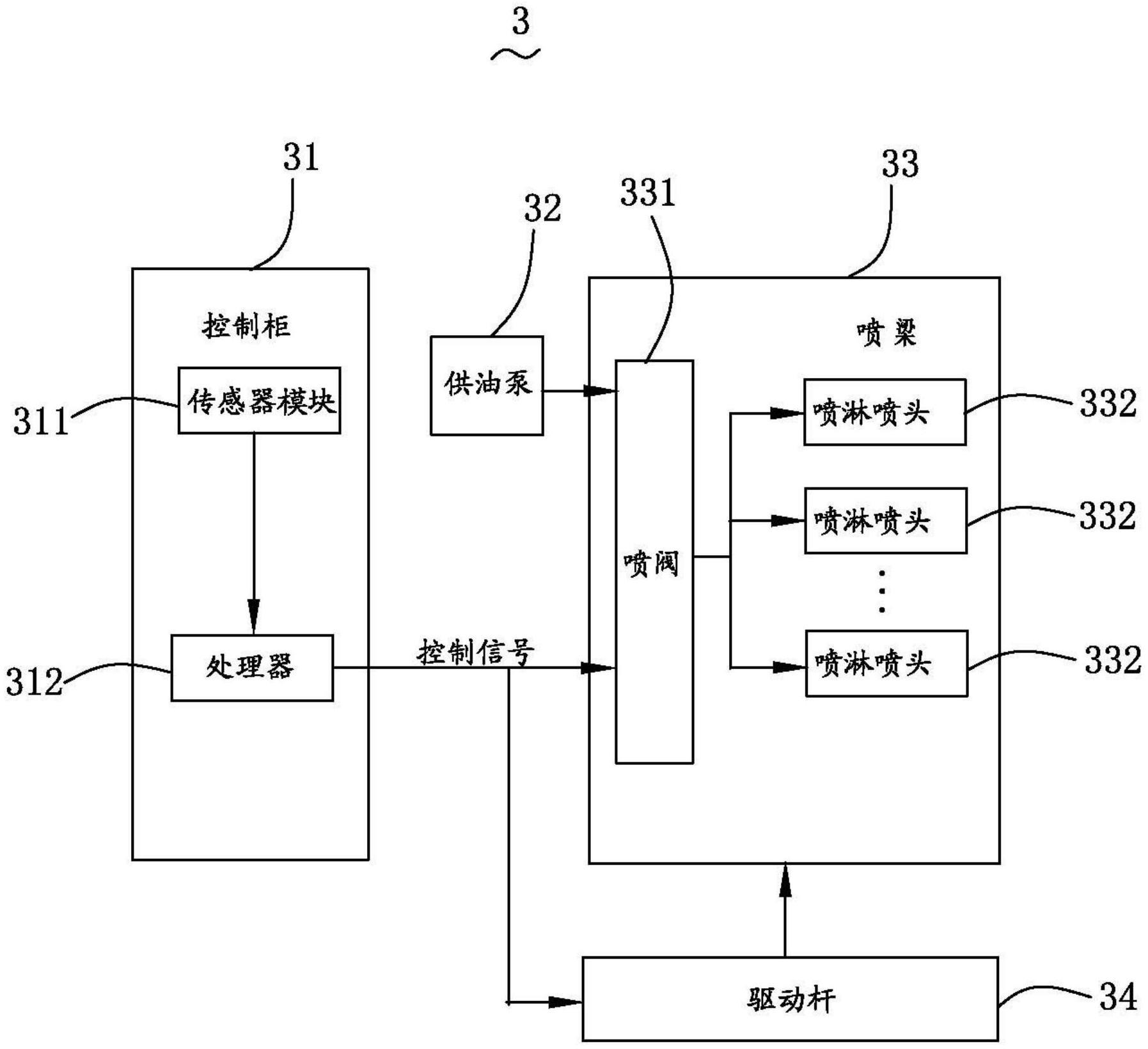
2、为了解决上述技术问题,本实用新型的实施例提供了一种铝箔轧机,其包括机架和支撑固定于所述机架的轧辊组,所述轧辊组用于将从外部卷入的待轧制的铝箔进行轧制减薄,所述铝箔轧机还包括固定于所述机架的冷却装置;沿所述铝箔移动的方向,所述冷却装置设置于所述轧辊组的进料侧,并正对所述轧辊组形成间隔设置;所述冷却装置包括控制柜、供油泵、喷梁和驱动杆;所述控制柜支撑于所述机架上,用于检测所述轧辊组不同位置的温度并根据检测出的所述温度产生控制信号;所述供油泵固定于所述机架与所述控制柜电连接,所述供油泵用于产生对冷却液的供液压力;所述喷梁与所述供油泵的输出端连接,所述喷梁铰接于所述机架并正对于所述轧辊组所在的区域设置,且所述喷梁设有用于控制其开合度的喷阀,所述喷阀与所述控制柜电连接;所述驱动杆的两端分别固定于所述机架和所述喷梁,并与所述控制柜电连接;所述控制柜通过发出所述控制信号分别至所述供油泵、所述喷阀以及所述驱动杆,用以控制所述供油泵产生的所述供液压力的大小,用以控制所述喷阀的开合度,以及用以控制所述驱动杆缩伸以调节所述喷梁以的喷射角度,从而实现调节所述喷梁向所述轧辊组的对应区域喷冷却液及喷液量大小。
3、优选的,所述喷梁还包括间隔且并排的多个喷淋喷头,所述喷淋喷头与所述喷阀形成流体连接。
4、优选的,多个所述喷淋喷头呈矩阵排列。
5、优选的,所述喷梁向所述轧辊组喷射冷却液的喷射方向与所述轧辊组的表面的夹角为30°~60°。
6、优选的,所述控制柜设有分别正对所述轧辊组不同区域的多个传感器模块和与所述传感器模块电连接的处理器,所述传感器模块用于检测所述轧辊组与其对应的区域的辊面温度,所述处理器的与所述喷阀电连接,所述处理器用于根据所述传感器模块检测出的所述辊面温度产生所述控制信号。
7、优选的,所述铝箔轧机还包括固定所述机架的除油装置,沿所述铝箔移动的方向,所述除油装置设置于所述轧辊组的出料侧,并抵接于所述轧辊组的表面。
8、与相关技术相比,本实用新型的铝箔轧机通过将所述冷却装置设置于所述轧辊组的进料侧,并正对所述轧辊组形成间隔设置;所述冷却装置喷淋冷却液到所述轧辊组的对应区域,使得所述铝箔经过所述轧辊组时将所述轧辊组降温。具体的,所述冷却装置通过设置控制柜、供油泵、喷梁和驱动杆,所述控制柜检测所述轧辊组不同位置的温度并根据检测出的所述温度产生控制信号;所述控制柜通过发出所述控制信号分别至所述供油泵、所述喷阀以及所述驱动杆,用以控制所述供油泵产生的所述供液压力的大小,用以控制所述喷阀的开合度,以及用以控制所述驱动杆缩伸以调节所述喷梁以的喷射角度,从而实现调节所述喷梁向所述轧辊组的对应区域喷冷却液及喷液量大小。该结构使得所述控制柜根据检测所述轧辊组不同位置的温度,控制所述供油泵、所述喷阀以及所述驱动杆,从而使得所述轧辊降温,从而实现调节所述喷梁向所述轧辊组的对应区域喷冷却液及喷液量大小,使得经过所述轧辊组轧制减薄的铝箔减少版型不良问题,有利于轧制时所述轧辊组可以长时间工作在高速转动中,达到提速作用,提高生产效率,提高产品成材率。因此,本实用新型的铝箔轧机产出的铝箔的质量高且生产效率高。
技术特征:
1.一种铝箔轧机,其包括机架和支撑固定于所述机架的轧辊组,所述轧辊组用于将从外部卷入的待轧制的铝箔进行轧制减薄,其特征在于,所述铝箔轧机还包括固定于所述机架的冷却装置;沿所述铝箔移动的方向,所述冷却装置设置于所述轧辊组的进料侧,并正对所述轧辊组形成间隔设置;所述冷却装置包括控制柜、供油泵、喷梁和驱动杆;所述控制柜支撑于所述机架上,用于检测所述轧辊组不同位置的温度并根据检测出的所述温度产生控制信号;所述供油泵固定于所述机架与所述控制柜电连接,所述供油泵用于产生对冷却液的供液压力;所述喷梁与所述供油泵的输出端连接,所述喷梁铰接于所述机架并正对于所述轧辊组所在的区域设置,且所述喷梁设有用于控制其开合度的喷阀,所述喷阀与所述控制柜电连接;所述驱动杆的两端分别固定于所述机架和所述喷梁,并与所述控制柜电连接;所述控制柜通过发出所述控制信号分别至所述供油泵、所述喷阀以及所述驱动杆,用以控制所述供油泵产生的所述供液压力的大小,用以控制所述喷阀的开合度,以及用以控制所述驱动杆缩伸以调节所述喷梁以的喷射角度,从而实现调节所述喷梁向所述轧辊组的对应区域喷冷却液及喷液量大小。
2.根据权利要求1所述的铝箔轧机,其特征在于,所述喷梁还包括间隔且并排的多个喷淋喷头,所述喷淋喷头与所述喷阀形成流体连接。
3.根据权利要求2所述的铝箔轧机,其特征在于,多个所述喷淋喷头呈矩阵排列。
4.根据权利要求1所述的铝箔轧机,其特征在于,所述喷梁向所述轧辊组喷射冷却液的喷射方向与所述轧辊组的表面的夹角为30°~60°。
5.根据权利要求4所述的铝箔轧机,其特征在于,所述控制柜设有分别正对所述轧辊组不同区域的多个传感器模块和与所述传感器模块电连接的处理器,所述传感器模块用于检测所述轧辊组与其对应的区域的辊面温度,所述处理器的与所述喷阀电连接,所述处理器用于根据所述传感器模块检测出的所述辊面温度产生所述控制信号。
6.根据权利要求1所述的铝箔轧机,其特征在于,所述铝箔轧机还包括固定所述机架的除油装置,沿所述铝箔移动的方向,所述除油装置设置于所述轧辊组的出料侧,并抵接于所述轧辊组的表面。
技术总结
本技术提供了一种铝箔轧机,其包括机架、轧辊组和冷却装置,沿铝箔移动的方向,冷却装置设置于轧辊组的进料侧,并正对轧辊组形成间隔设置;冷却装置包括控制柜、供油泵、设有喷阀的喷梁和驱动杆;控制柜用于检测轧辊组不同位置的温度并产生控制信号;供油泵用于产生对冷却液的供液压力;喷梁铰接于机架并正对于轧辊组所在的区域设置;控制柜通过发出控制信号分别至供油泵、喷阀以及驱动杆,用以控制供油泵产生的供液压力的大小,用以控制喷阀的开合度,以及用以控制驱动杆缩伸以调节喷梁以的喷射角度,从而实现调节喷梁向轧辊组的对应区域喷冷却液及喷液量大小。与相关技术相比,采用本技术的铝箔轧机产出的铝箔的质量高且生产效率高。
技术研发人员:江耀,赵吴兵,杨阳,邢行
受保护的技术使用者:杭州五星铝业有限公司
技术研发日:20221125
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!