一种弹片弯形模的制作方法
本技术涉及一种弹片弯形模,属于机械加工。
背景技术:
1、弹片的结构如图1和图2所示,弹片包括平板和凹槽,平板上加工有2个φ3.4的通孔,凹槽的一端与平板连接,凹槽的底面相对平板向下倾斜8°,凹槽两侧板之间的夹角为18°,且两侧板相对凹槽的中心线对称,凹槽深0.6mm,同时需保证折凹槽底面折弯位置尺寸1mm。弹片展开图或弹片胚料结构如图3所示。
2、公开号为cn110802172a的中国专利文献,公开了一种压簧片压弯模,包括有上模和下模,下模上端设有凹平面b和低于凹平面b并向下倾斜的凹斜面d,凹斜面d与凹平面b通过过渡斜面c连接,凹平面b外侧连接有第一斜面a,凹斜面d外侧连接有第二斜面e,第一斜面a与凹平面b之间夹角、过渡斜面c与凹斜面d之间夹角的角度均为α,凹平面b与过渡斜面c之间夹角、凹斜面d与第二斜面e之间夹角的角度均为β,上模设有与下模相配合的底面;下模位于凹平面b处设有定位销,上模设有与定位销对应的销孔。能够将压簧片一次冲压成形,操作者的劳动强度低,生产效率高。
3、采用该压弯模能够将弹片上凹槽的底面折弯成形,保证凹槽底面相对平板向下倾斜8°的角度尺寸,但是还需要通过其他模具将凹槽的两侧板折弯成形,多次装夹和折弯导致弹片加工效率较低。因此,如何一次装夹将弹片加工成形,确保弹片的加工效率,是本领域技术人员亟待解决的技术问题。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种弹片弯形模。
2、本实用新型通过以下技术方案得以实现:
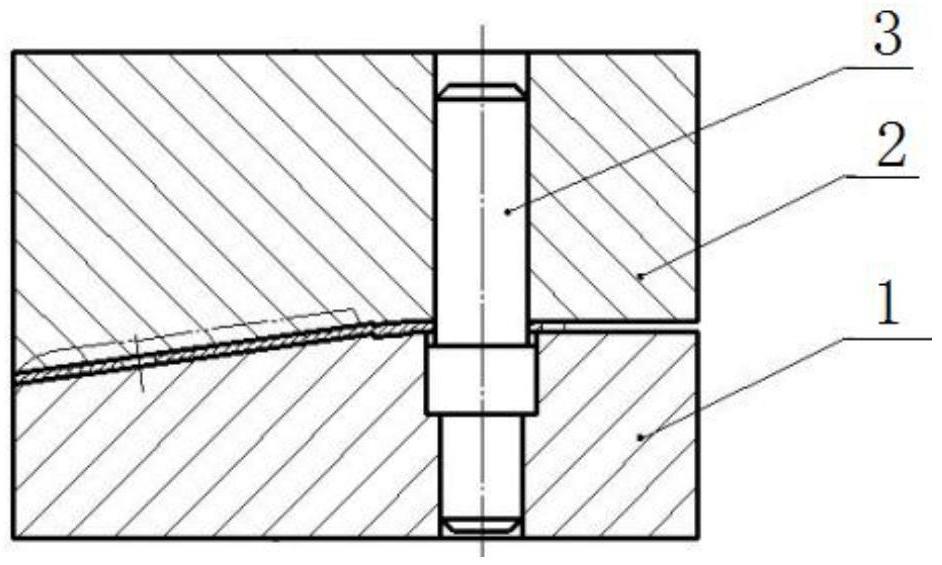
3、一种弹片弯形模,包括阴模、阳模和定位件,所述阴模上设有定位孔a和成形凹槽,所述阳模上在与定位孔a相对应的位置设有定位孔b,且阳模上在与成形凹槽相对应的位置设有成形压块,所述定位件的一端可以插入到定位孔a中,另一端可以插入到定位孔b中。
4、所述阴模包括定位垫块和成形垫块,成形垫块的一端与定位垫块的一端连接,成形垫块的底面与定位垫块的底面共面,且成形垫块的厚度比定位垫块的厚度大,定位孔a设在定位垫块上,成形凹槽开设在成形垫块上。
5、所述定位垫块上设有两个定位孔a。
6、所述定位孔a为沉头孔。
7、所述成形凹槽包括开设在成形垫块顶部的支撑槽,且支撑槽的底部开设有成形槽。
8、所述支撑槽和成形槽均呈等腰梯形,支撑槽位于定位垫块的上方,且支撑槽的底面与定位垫块的顶面平行,成形槽底面的一端与定位垫块的顶面连接,且成形槽的底面相对定位垫块的顶面向下倾斜。
9、所述阳模包括定位压块,成形压块的一端与定位压块连接,定位压块上设有两个定位孔b。
10、所述成形压块包括支撑块和成形块,支撑块的一端与定位压块连接,支撑块的顶面与定位压块的顶面共面,且支撑块的厚度比定位压块的厚度小,成形块设在支撑块上,成形块底面的一端与定位压块的底面连接,且成形块的底面相对定位压块的底面向下倾斜。
11、所述支撑块和成形块均呈等腰梯形。
12、所述弹片弯形模包括两个定位件,其中一个定位件为圆柱销,且圆柱销中部的直径比两端直径大,另一个定位件为菱形销,且菱形销中部的直径比两端直径大。
13、本实用新型的有益效果在于:将弹片胚料放置到阴模和阳模之间,并通过定位件对阴模、阳模和弹片胚料进行定位,然后将装有弹片胚料的弯形模装入虎钳并施加压力,使弹片加工成形,一次装夹即可将弹片加工成形,确保了弹片的加工效率。
技术特征:
1.一种弹片弯形模,其特征在于:包括阴模(1)、阳模(2)和定位件,所述阴模(1)上设有定位孔a(100)和成形凹槽,所述阳模(2)上在与定位孔a(100)相对应的位置设有定位孔b(200),且阳模(2)上在与成形凹槽相对应的位置设有成形压块,所述定位件的一端可以插入到定位孔a(100)中,另一端可以插入到定位孔b(200)中。
2.如权利要求1所述的弹片弯形模,其特征在于:所述阴模(1)包括定位垫块(10)和成形垫块(11),成形垫块(11)的一端与定位垫块(10)的一端连接,成形垫块(11)的底面与定位垫块(10)的底面共面,且成形垫块(11)的厚度比定位垫块(10)的厚度大;定位孔a(100)设在定位垫块(10)上,成形凹槽开设在成形垫块(11)上。
3.如权利要求2所述的弹片弯形模,其特征在于:所述定位垫块(10)上设有两个定位孔a(100)。
4.如权利要求2所述的弹片弯形模,其特征在于:所述定位孔a(100)为沉头孔。
5.如权利要求1所述的弹片弯形模,其特征在于:所述成形凹槽包括开设在成形垫块(11)顶部的支撑槽(110),且支撑槽(110)的底部开设有成形槽(111)。
6.如权利要求5所述的弹片弯形模,其特征在于:所述支撑槽(110)和成形槽(111)均呈等腰梯形,支撑槽(110)位于定位垫块(10)的上方,且支撑槽(110)的底面与定位垫块(10)的顶面平行,成形槽(111)底面的一端与定位垫块(10)的顶面连接,且成形槽(111)的底面相对定位垫块(10)的顶面向下倾斜。
7.如权利要求1所述的弹片弯形模,其特征在于:所述阳模(2)包括定位压块(20),成形压块的一端与定位压块(20)连接;定位压块(20)上设有两个定位孔b(200)。
8.如权利要求1所述的弹片弯形模,其特征在于:所述成形压块包括支撑块(21)和成形块(22),支撑块(21)的一端与定位压块(20)连接,支撑块(21)的顶面与定位压块(20)的顶面共面,且支撑块(21)的厚度比定位压块(20)的厚度小,成形块(22)设在支撑块(21)上,成形块(22)底面的一端与定位压块(20)的底面连接,且成形块(22)的底面相对定位压块(20)的底面向下倾斜。
9.如权利要求8所述的弹片弯形模,其特征在于:所述支撑块(21)和成形块(22)均呈等腰梯形。
10.如权利要求1所述的弹片弯形模,其特征在于:所述弹片弯形模包括两个定位件,其中一个定位件为圆柱销(3),且圆柱销(3)中部的直径比两端直径大,另一个定位件为菱形销(4),且菱形销(4)中部的直径比两端直径大。
技术总结
本技术公开了一种弹片弯形模,属于机械加工技术领域。该弯形模包括阴模、阳模和定位件,所述阴模上设有定位孔A和成形凹槽,所述阳模上在与定位孔A相对应的位置设有定位孔B,且阳模上在与成形凹槽相对应的位置设有成形压块,所述定位件的一端可以插入到定位孔A中,另一端可以插入到定位孔B中。将弹片胚料放置到阴模和阳模之间,并通过定位件对阴模、阳模和弹片胚料进行定位,然后将装有弹片胚料的弯形模装入虎钳并施加压力,使弹片加工成形,一次装夹即可将弹片加工成形,确保了弹片的加工效率。
技术研发人员:汶永攀,潘光贤
受保护的技术使用者:贵州枫阳液压有限责任公司
技术研发日:20221128
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!