一种提高缩杆短螺栓模具寿命的冷镦模具的制作方法
本技术涉及汽车零部件加工,具体涉及到一种提高缩杆短螺栓模具寿命的冷镦模具。
背景技术:
1、螺栓和螺母作为常用的连接件通常采用切屑或者冷镦加工,螺栓和螺母为保证强度多采用冷镦加工成型。
2、现有的冷镦模具,例如中国专利文献资料公开了专利号为cn201520139084.7的一种适用于冷镦机主模模具的c形环镶拼式冷镦模具,包括一个模壳,一个后盖以及一个顶杆,其特征在于:所述模壳前端中心处具有一由前端向尾端孔径逐渐增大的锥形安装孔,所述模壳的后端具有一个与锥形安装孔相连通的圆柱形的通孔,锥形安装孔内以同心的方式卡嵌设置一个外部轮廓呈锥形的c形环,有益效果在于:当产品频繁更改时,可不重新投入成套模具,只需更换凹模镶块,便可实现快速组装主模,模具配件加工难度低,模具成本低,模具易保养以及模具的使用寿命提高。
3、但该冷镦模具为直心模,无法用于生产缩杆成型的螺栓,而就算更换凹模镶块为缩杆模,普通长度的缩杆模具寿命一般为100-200千件,但用于缩杆短(指缩杆长度小于孔径2倍)的模具,其钨钢在缩杆位置受力极大,而钨钢材料硬度大但韧性差、比较脆,因此仍然无法解决缩杆短螺栓模具使用寿命大大缩短的问题,现有技术中的缩杆短的模具寿命仅为20-40千件,钨钢即会损坏,需要更换,生产成本高。
技术实现思路
1、综上所述,为克服现有技术的不足,本实用新型提供一种提高缩杆短螺栓模具寿命的冷镦模具。
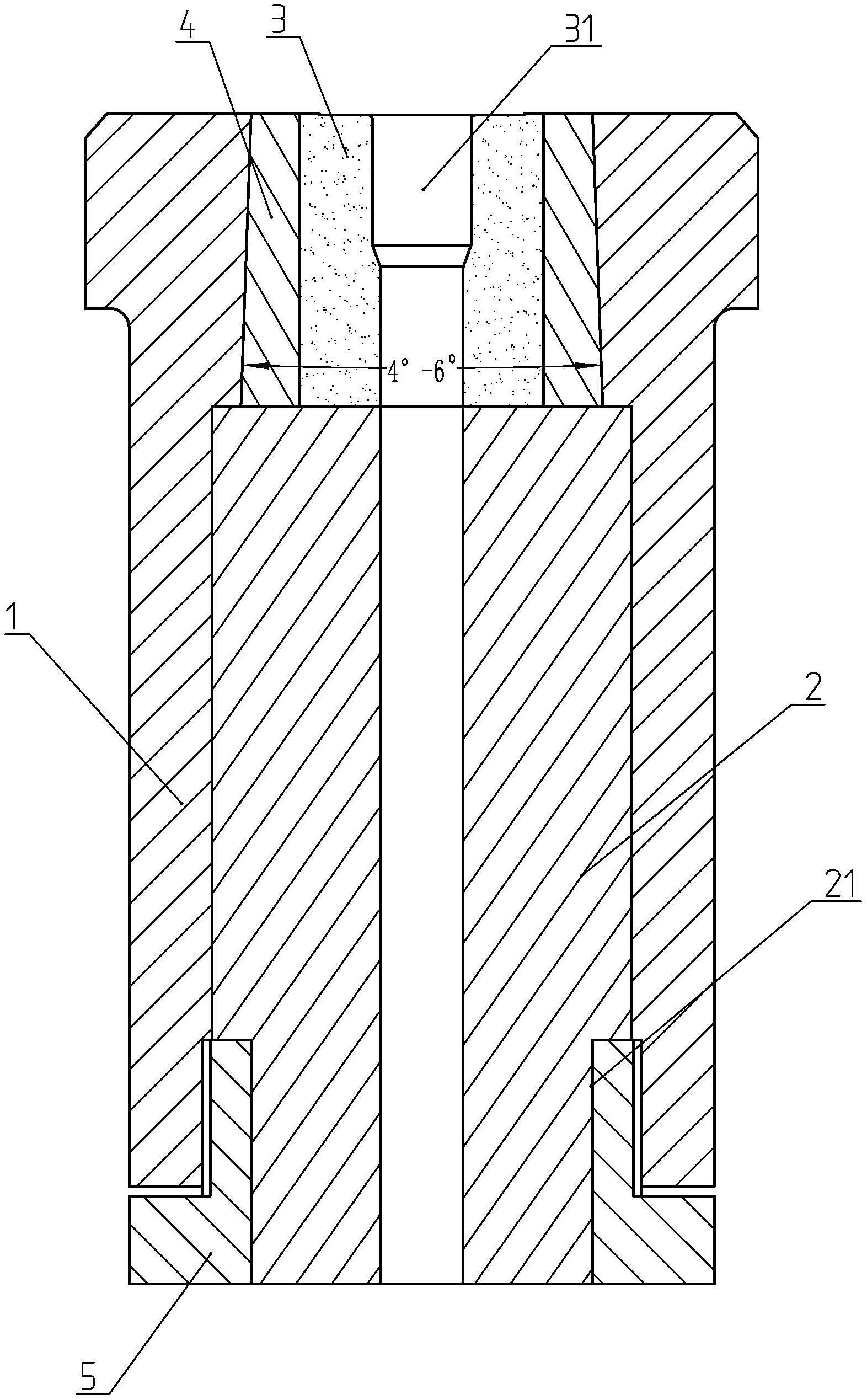
2、为实现上述目的,本实用新型提供了如下技术方案:一种提高缩杆短螺栓模具寿命的冷镦模具,包括模套和模垫,所述模套上端设置由上端向下端孔径逐渐增大的安装孔,所述安装孔内设置有短缩杆成型模块,所述短缩杆成型模块包括缩杆成型腔,所述安装孔与短缩杆成型模块之间设置有锥度为4°-6°的锥型环套,所述锥型环套侧面设置开口,所述锥型环套与安装孔的锥度相适配,所述短缩杆成型模块、锥型环套高度与安装孔相适配,锥型环套内壁与所述短缩杆成型模块相适配。
3、通过采用上述技术方案,所述安装孔与短缩杆成型模块之间设置有锥度为4°-6°的锥型环套,所述短缩杆成型模块、锥型环套高度与安装孔相适配,当模具组装完成后,在安装孔增加锥型环套夹紧,将短缩杆成型模块外径过渡配合于锥型环套中,三者过盈配合,模具冷镦受力时,当锥度为4°-6°时,三者连接最为稳定,其短缩杆成型模块的上端与下端刚好被锥形环套整个轴向包裹,短缩杆成型模块在模具中轴向均衡受力,短缩杆成型模块在缩杆时不易开裂,当锥度过大时,挤压力过大,当短缩杆成型模块在缩杆时的内受力与外压力形成冲突,短缩杆成型模块反而容易开裂,当锥度过小,又无法实现过盈配合,在收到缩杆的受力时容易影响三者连接的稳定性,影响工件成型质量;由于其采用的锥型环套侧面设置开口,采用锥型环套随着安装孔的锥度压紧短缩杆成型模块,使其过盈于模套的安装孔,侧面设置开口,保证锥型环套存在一定的变形空间,将刚性连接转换为柔性连接,增强锥形环套的韧性,延长锥形环套的寿命,其使用寿命平均达到120千件,达到了现有技术的3-6倍,大大提高了模具的使用寿命,降低了生产成本和维修成本。
4、本实用新型进一步设置:开口宽度为锥型环套内径的6%-8%。
5、通过采用上述技术方案,当采用c环套,开口过大,无法实现短缩杆成型模块的周向的完全包裹,当缩杆时,受力会向未包裹的开口处冲击,会造成短缩杆成型模块对应开口处开裂,严重影响短缩杆成型模块的寿命,开口过小,过盈变形量不足,过度挤压,稳定性差。
6、本实用新型进一步设置:所述锥型环套的壁厚为短缩杆成型模块直径的20%-25%。
7、通过采用上述技术方案,锥型环套壁厚太厚时,模套会失去预紧力,当锥型环套壁厚太薄时,锥形环套无法起到保护作用,失去预紧力。
8、本实用新型进一步设置:所述短缩杆成型模块包括钨钢。
9、通过采用上述技术方案,短缩杆成型模块可采用钨钢,亦可采用含有钨钢的合金材质。
10、本实用新型进一步设置:所述模套的下端设置有与安装孔相连通的通孔,所述通孔内设置有与锥型环套的底面相抵接的模垫,所述模垫与模套之间通过锁紧螺母可拆卸连接。
11、通过采用上述技术方案,从模套下端的通孔将套设有锥型环套的短缩杆成型模块装入安装孔内,然后将模垫装入,随着安装孔的锥度压紧锥型环套与短缩杆成型模块,当锥型环套、短缩杆成型模块移动到位,在模套下端安装锁紧螺母将模具内的锥型环套、短缩杆成型模块、模垫进行固定。
12、下面结合附图及实施例描述本实用新型具体实施方式。
技术特征:
1.一种提高缩杆短螺栓模具寿命的冷镦模具,包括模套和模垫,所述模套上端设置由上端向下端孔径逐渐增大的安装孔,其特征在于:所述安装孔内设置有短缩杆成型模块,所述短缩杆成型模块包括缩杆成型腔,所述安装孔与短缩杆成型模块之间设置有锥度为4°-6°的锥型环套,所述锥型环套侧面设置有开口,所述锥型环套与安装孔的锥度相适配,所述短缩杆成型模块、锥型环套高度与安装孔相适配,锥型环套内壁与所述短缩杆成型模块相适配。
2.根据权利要求1所述的一种提高缩杆短螺栓模具寿命的冷镦模具,其特征在于:所述开口宽度为锥型环套内径的6%-8%。
3.根据权利要求1所述的一种提高缩杆短螺栓模具寿命的冷镦模具,其特征在于:所述锥型环套的壁厚为短缩杆成型模块直径的20%-25%。
4.根据权利要求1所述的一种提高缩杆短螺栓模具寿命的冷镦模具,其特征在于:所述短缩杆成型模块包括钨钢。
5.根据权利要求1所述的一种提高缩杆短螺栓模具寿命的冷镦模具,其特征在于:所述模套的下端设置有与安装孔相连通的通孔,所述通孔内设置有与锥型环套的底面相抵接的模垫,所述模垫与模套之间通过锁紧螺母可拆卸连接。
技术总结
本技术涉及一种提高缩杆短螺栓模具寿命的冷镦模具,包括模套和模垫,模套上端设置由上端向下端孔径逐渐增大的安装孔,安装孔内设置有短缩杆成型模块,安装孔与短缩杆成型模块之间设置有锥度为4°‑6°的锥型环套,锥型环套侧面设置开口,锥型环套与安装孔的锥度相适配,短缩杆成型模块、锥型环套高度与安装孔相适配,锥型环套内壁与短缩杆成型模块相适配。通过采用上述技术方案,三者过盈配合,模具冷镦受力时,当锥度为锥度为4°‑6°时,短缩杆成型模块在模具中轴向均衡受力,不易开裂;锥型环套侧面开口,保证锥型环套存在一定的变形空间,将刚性连接转换为柔性连接,延长锥形环套的寿命,模具使用寿命平均达到120千件,效率高成本低。
技术研发人员:钱秀锋,朱达冲,涂庆澳,张璇
受保护的技术使用者:浙江明泰控股发展股份有限公司
技术研发日:20221125
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!