一种自动锁紧螺母压合装配装置的制作方法
本技术涉及锁紧螺母相关,具体为一种自动锁紧螺母压合装配装置。
背景技术:
1、锁紧螺母用于锁紧通丝外接头或其他管件。
2、根据申请号为cn201920846953.8的中国授权专利公开了一种全自动锁紧螺母压合装配机。包括机架,机架上设置旋转圆盘,旋转圆盘的台面上分别均匀设置多个定位治具,旋转圆盘以顺时针的方向分别设置有锁紧螺母上料装置,垫片上料装置,压合装置及其下料装置,本实用新型将锁紧螺母铆合工位和输送整合到一起,通过锁紧螺母预装实现了锁紧螺母自动预装工作,避免人工预装锁紧螺母造成误伤;另外,旋转圆盘的同步步进式送料方式,可以实现输送和锁紧螺母铆合工序同步送料。自动化程度高,节省了人工,降低了劳动强度,提高了工作效率。采用吹起装置将装配好的产品吹起来进入到弧形下料迎接管,经排料管排出,但是锁紧螺母和垫片索然体积小,但是质量大,且装备的产品质量更大,利用吹气可能吹不起来,反而可能从旋转圆盘上掉落。
技术实现思路
1、为解决现有技术存在的缺陷,本实用新型提供一种自动锁紧螺母压合装配装置。
2、为了解决上述技术问题,本实用新型提供了如下的技术方案:
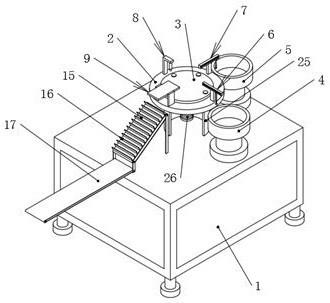
3、本实用新型一种自动锁紧螺母压合装配装置,包括机架,所述机架的顶端设有装配台,装配台的中心处设有旋转圆盘,旋转圆盘的顶端设有定位治具,机架的顶端设有位于装配台外侧的垫片振动盘和锁紧螺母振动盘,装配台的边沿处设有与垫片振动盘和锁紧螺母振动盘相对应的垫片上料机构和锁紧螺母上料机构,装配台的顶端设有压合机构,所述装配台的顶端还设有下料机构,所述下料机构包括设在装配台顶端竖直向上的两个第一支撑板,第一支撑板之间设有水平板,水平板的底端设有第一电动滑轨,第一电动滑轨的滑动块上安装有竖直向下的第一气缸,第一气缸的输出端设有第一机械抓手。
4、作为本实用新型的一种优选技术方案,所述机架的顶端倾斜设有位于水平板外端部下方的第一传送带,所述第一传送带的外表面等距分布有多个限位挡板。
5、作为本实用新型的一种优选技术方案,所述机架的顶端设有位于第一传送带最低端下方且水平伸出机架的第二传送带。
6、作为本实用新型的一种优选技术方案,所述压合机构包括设置在装配台上的压合基座,所述的压合基座上设置锁紧螺母铆合冲头。
7、作为本实用新型的一种优选技术方案,所述垫片上料机构包括设在装配台上呈t形的第一支架,第一支架的一侧设有第二电动滑轨,第二电动滑轨的滑动块上安装有竖直向下的第二气缸,第二气缸的输出端安装有用于抓起垫片的第二机械抓手。
8、作为本实用新型的一种优选技术方案,所述锁紧螺母上料机构包括设在装配台上呈t形的第二支架,第二支架的一侧设有第三电动滑轨,第三电动滑轨的滑动块上安装有竖直向下的第三气缸,第三气缸的输出端安装有用于抓起锁紧螺母的第三机械抓手。
9、作为本实用新型的一种优选技术方案,所述机架的顶端中心处设有与装配台相连接呈弧形的第二支撑板,装配台的底端安装有驱动旋转圆盘转动的减速电机。
10、本实用新型的有益效果是:
11、该种自动锁紧螺母压合装配装置,在对装配好的产品下料时,第一气缸的输出轴带动第一机械抓手向下运动,第一机械抓手对装配好的产品抓紧,第一气缸的输出轴将第一机械抓手抓紧装配好的产品抓起,第一电动滑轨带动第一气缸和第一机械抓手底端转配好的产品从旋转圆盘上移出,便于对装配好的抓取,也便于将抓取的产品移出,避免了采用吹气可能吹不起来产品的情况,也避免了吹起的过程中造成产品从旋转圆盘上掉落的情况。
技术特征:
1.一种自动锁紧螺母压合装配装置,包括机架(1),所述机架(1)的顶端设有装配台(2),装配台(2)的中心处设有旋转圆盘(3),旋转圆盘(3)的顶端设有定位治具,机架(1)的顶端设有位于装配台(2)外侧的垫片振动盘(4)和锁紧螺母振动盘(5),装配台(2)的边沿处设有与垫片振动盘(4)和锁紧螺母振动盘(5)相对应的垫片上料机构(6)和锁紧螺母上料机构(7),装配台(2)的顶端设有压合机构(8),其特征在于,所述装配台(2)的顶端还设有下料机构(9),所述下料机构(9)包括设在装配台(2)顶端竖直向上的两个第一支撑板(10),第一支撑板(10)之间设有水平板(11),水平板(11)的底端设有第一电动滑轨(12),第一电动滑轨(12)的滑动块上安装有竖直向下的第一气缸(13),第一气缸(13)的输出端设有第一机械抓手(14)。
2.根据权利要求1所述的一种自动锁紧螺母压合装配装置,其特征在于,所述机架(1)的顶端倾斜设有位于水平板(11)外端部下方的第一传送带(15),所述第一传送带(15)的外表面等距分布有多个限位挡板(16)。
3.根据权利要求1所述的一种自动锁紧螺母压合装配装置,其特征在于,所述机架(1)的顶端设有位于第一传送带(15)最低端下方且水平伸出机架(1)的第二传送带(17)。
4.根据权利要求1所述的一种自动锁紧螺母压合装配装置,其特征在于,所述压合机构(8)包括设置在装配台(2)上的压合基座,所述的压合基座上设置锁紧螺母铆合冲头。
5.根据权利要求1所述的一种自动锁紧螺母压合装配装置,其特征在于,所述垫片上料机构(6)包括设在装配台(2)上呈t形的第一支架(18),第一支架(18)的一侧设有第二电动滑轨(19),第二电动滑轨(19)的滑动块上安装有竖直向下的第二气缸(20),第二气缸(20)的输出端安装有用于抓起垫片的第二机械抓手(21)。
6.根据权利要求1所述的一种自动锁紧螺母压合装配装置,其特征在于,所述锁紧螺母上料机构(7)包括设在装配台(2)上呈t形的第二支架(27),第二支架(27)的一侧设有第三电动滑轨(22),第三电动滑轨(22)的滑动块上安装有竖直向下的第三气缸(23),第三气缸(23)的输出端安装有用于抓起锁紧螺母的第三机械抓手(24)。
7.根据权利要求1所述的一种自动锁紧螺母压合装配装置,其特征在于,所述机架(1)的顶端中心处设有与装配台(2)相连接呈弧形的第二支撑板(25),装配台(2)的底端安装有驱动旋转圆盘(3)转动的减速电机(26)。
技术总结
本技术公开了一种自动锁紧螺母压合装配装置,包括机架,所述机架的顶端设有装配台,装配台的中心处设有旋转圆盘,旋转圆盘的顶端设有定位治具,机架的顶端设有位于装配台外侧的垫片振动盘和锁紧螺母振动盘,装配台的边沿处设有与垫片振动盘和锁紧螺母振动盘相对应的垫片上料机构和锁紧螺母上料机构,装配台的顶端设有压合机构,所述装配台的顶端还设有下料机构,所述下料机构包括设在装配台顶端竖直向上的两个第一支撑板,第一支撑板之间设有水平板;本技术便于对装配好的抓取,也便于将抓取的产品移出,避免了采用吹气可能吹不起来产品的情况,也避免了吹起的过程中造成产品从旋转圆盘上掉落的情况。
技术研发人员:李志刚,向晓兵,胡春生,成红科,尤建波
受保护的技术使用者:邯郸市群星五金制品有限公司
技术研发日:20221129
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!