一种新能源异形机柜焊接工装的制作方法
本技术属于机柜加工,具体涉及一种新能源异形机柜焊接工装。
背景技术:
1、目前在对异型机柜进行焊接时,通常采用常规夹具进行装夹焊接,在焊接时常常造成角尺不对称,使得焊接报废量大,大大增加了企业的生产成本。因此,针对上述问题设计了一款用于异型机柜生产焊接的工装。
技术实现思路
1、本实用新型所要解决的技术问题便是针对上述现有技术的不足,提供一种新能源异形机柜焊接工装,它能有效待焊接的各个部件进行定位固定装夹,从而有效避免了焊接造成的角尺不对称。
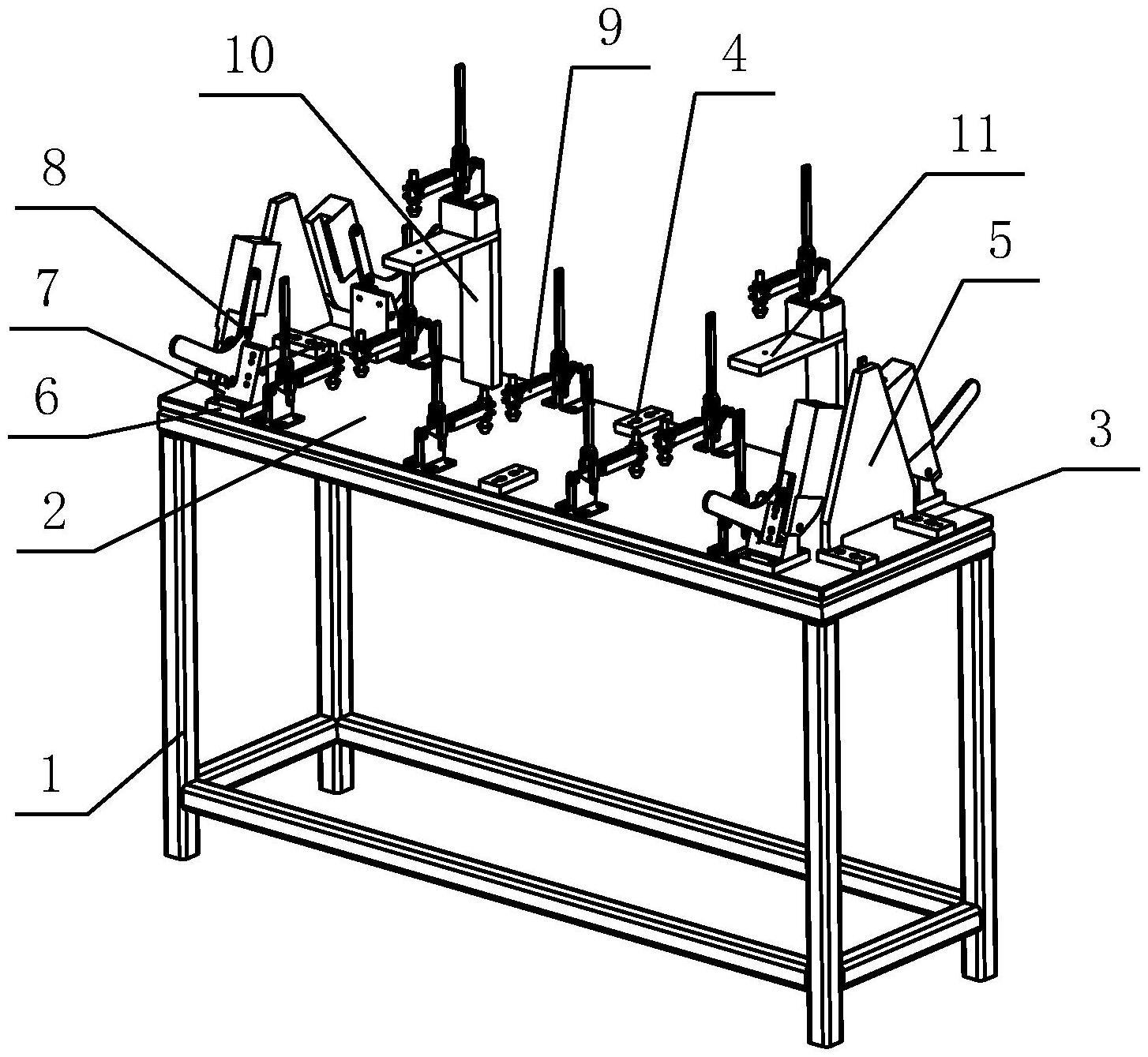
2、本实用新型所采用的技术方案是:一种新能源异形机柜焊接工装,包括机架和装夹台,所述装夹台表面沿其长度方向的两侧对称安装有长度定位块,装夹台中部表面沿其宽度方向的两侧对称安装有宽度定位块,两个宽度定位块之间的距离和两个长度定位块之间的距离均与待焊接零件相匹配;两个所述长度定位块上分别安装有与其垂直的电磁挡板;
3、所述装夹台两侧靠近长度定位块的位置处对称安装有定位座,定位座上安装有斜定位块,斜定位块上安装有快速夹持机构,快速夹持机构的夹持部位于电磁挡板内壁的两侧;
4、所述装夹台两侧沿其长度方向对称设有数个快速夹钳;所述装夹台上沿装夹台长度方向对称安装有定位支撑台,定位支撑台上部靠近装夹台表面的一侧成型有与其垂直的顶部定位块,所述定位支撑台顶部还安装有与顶部定位块对应的快速夹钳。
5、作为优选,所述快速夹持机构包括夹持座、连杆和手柄,所述夹持座的一侧向下延伸与斜定位块的外侧铰接,夹持座另一侧与连杆的一端铰接,连杆另一端与手柄铰接。
6、作为优选,所述斜定位块靠近装夹台长边的一侧为与待焊接零件斜边匹配的斜面,当手柄的内侧面与斜面贴合时,夹持座与斜定位块的斜面平行,夹持座夹紧待焊接工件。
7、本实用新型的有益效果在于:
8、(1)通过长度定位块和宽度定位块对待焊接主体进行限位,并通过快速夹钳将待焊接主体压紧在装夹台表面;
9、(2)通过在长度定位块上安装电磁挡板,其能临时固定待焊接端盖,同时便于调整端盖的位置,调整固定后,即可通过电磁挡板两侧的快速夹持机构完成机械装夹,有效保证了待焊接主体与待焊接端盖之间的位置关系;
10、(3)设置定位支撑台,便于对待焊接立柱进行支撑,同时通过顶部定位块实现定位后利用快速夹钳固定,保证待焊接立柱两端与待焊接端盖的位置关系。
11、本实用新型通过长度定位块、宽度定位块和顶部定位块实现了对各个待焊接部件的定位,并通过快速夹钳和快速夹持机构实现固定装夹,装夹方便、快捷,且有效保证了各个待焊接件之间的位置关系,降低了焊接废品率。
技术特征:
1.一种新能源异形机柜焊接工装,包括机架(1)和装夹台(2),其特征在于:所述装夹台(2)表面沿其长度方向的两侧对称安装有长度定位块(3),装夹台(2)中部表面沿其宽度方向的两侧对称安装有宽度定位块(4),两个宽度定位块(4)之间的距离和两个长度定位块(3)之间的距离均与待焊接零件相匹配;两个所述长度定位块(3)上分别安装有与其垂直的电磁挡板(5);
2.根据权利要求1所述的一种新能源异形机柜焊接工装,其特征在于:所述快速夹持机构(8)包括夹持座(801)、连杆(802)和手柄(803),所述夹持座(801)的一侧向下延伸与斜定位块(7)的外侧铰接,夹持座(801)另一侧与连杆(802)的一端铰接,连杆(802)另一端与手柄(803)铰接。
3.根据权利要求1或2所述的一种新能源异形机柜焊接工装,其特征在于:所述斜定位块(7)靠近装夹台(2)长边的一侧为与待焊接零件斜边匹配的斜面,当手柄(803)的内侧面与斜面贴合时,夹持座(801)与斜定位块(7)的斜面平行,夹持座(801)夹紧待焊接工件。
技术总结
本技术公开了一种新能源异形机柜焊接工装,包括机架和装夹台,所述装夹台表面四周设有长度定位块和宽度定位块,所述长度定位块上分别安装有与其垂直的电磁挡板;所述装夹台两侧靠近长度定位块的位置处对称安装有斜定位块,斜定位块上安装有快速夹持机构,所述装夹台两侧沿其长度方向对称设有数个快速夹钳;所述装夹台上沿装夹台长度方向对称安装有顶部定位块,所述定位支撑台顶部还安装有与顶部定位块对应的快速夹钳。本技术通过长度定位块、宽度定位块和顶部定位块实现了对各个待焊接部件的定位,并通过快速夹钳和快速夹持机构实现固定装夹,装夹方便、快捷,且有效保证了各个待焊接件之间的位置关系,降低了焊接废品率。
技术研发人员:赖斌
受保护的技术使用者:四川金冠电子机械有限公司
技术研发日:20221130
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!