一种用于型材多面冲孔装置的制作方法
本技术属于冲孔设备领域,具体涉及一种用于型材多面冲孔装置。
背景技术:
1、随着汽车行业的快速发展,汽车零配件标准化越来越完善,多车型共用同一款吸能盒不仅能方便生产还降低汽车配件成本。
2、现有的防撞梁总成吸能盒,产品断面是封闭型腔,需要在产品四个面进行冲孔,但目前对于这种四面多孔冲孔的加工工艺,通常采用cnc钻孔和单面冲压冲孔的方式来实现,cnc钻孔和单面冲压冲孔效率低、产能低、投入大,且无法满足现有生产需求。
技术实现思路
1、本实用新型所要解决的技术问题是针对现有技术的现状,而提供一种用于型材多面冲孔装置。
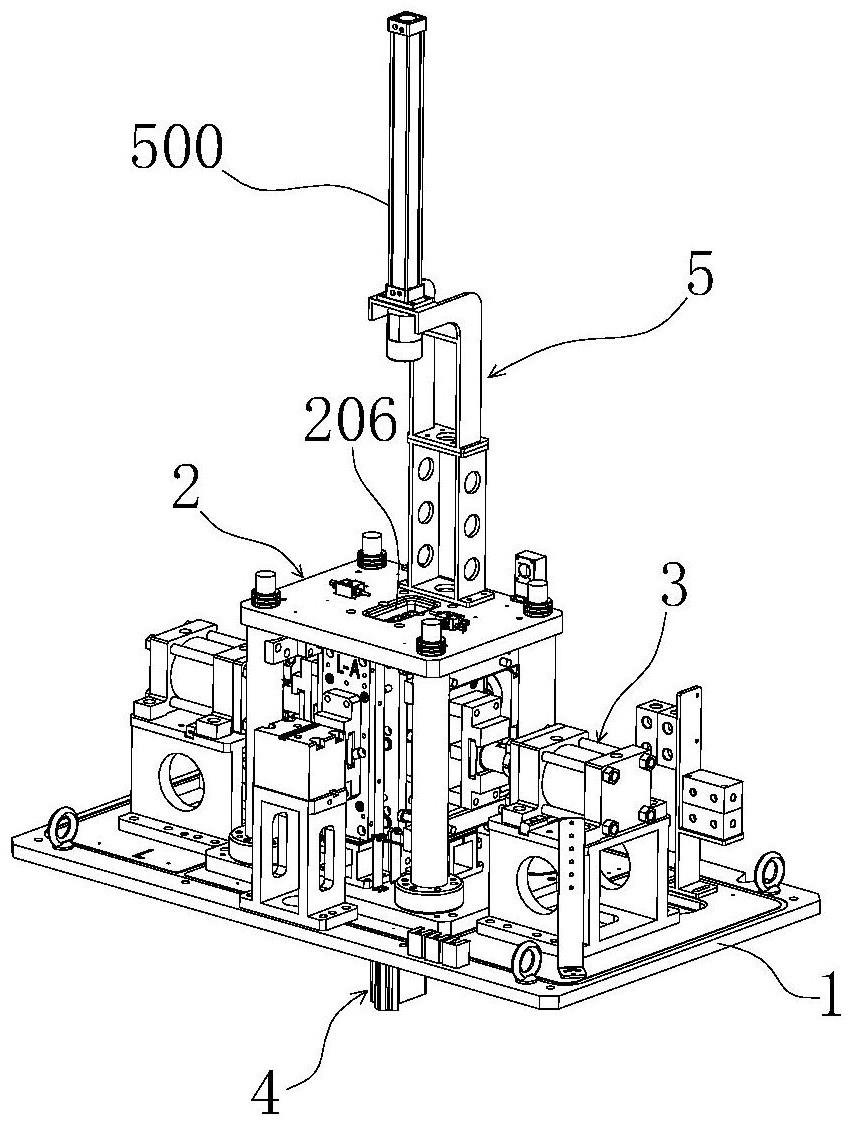
2、本实用新型解决上述技术问题所采用的技术方案为:提出一种用于型材多面冲孔装置,包括:工作台;
3、定位单元,其设于所述工作台上,所述定位单元上设置有芯棒和多块定位板,多块所述定位板围合所述芯棒,且使得所述定位板与所述芯棒之间形成有产品型腔,所述产品型腔用于放置待加工的工件;
4、冲切单元,其设于所述工作台上且位于所述定位单元外侧,所述冲切单元上设置有可轴向移动的冲头,所述冲头能够伸入所述产品型腔内;
5、顶出单元,其设置于所述工作台下方,所述顶出单元具有可升降的顶杆,所述顶杆能够将加工好的工件顶出至所述产品型腔。
6、在上述的一种用于型材多面冲孔装置中,所述冲切单元具有驱动油缸和推料板,所述驱动油缸的驱动端与推料板的一端卡接,所述冲头设置于所述推料板的另一端上。
7、在上述的一种用于型材多面冲孔装置中,所述定位板的外侧壁上设置有导柱,所述推料板中设置有导套,所述导套与导柱活动连接。
8、在上述的一种用于型材多面冲孔装置中,所述芯棒的下端设置有固定座,所述顶杆插设所述固定座并位于所述产品型腔中。
9、在上述的一种用于型材多面冲孔装置中,所述定位单元具有定位架,所述定位架位于所述产品型腔上方且与所述工作台连接,所述定位架上开设有进料口,所述进料口与所述产品型腔连通。
10、在上述的一种用于型材多面冲孔装置中,还包括推料单元,所述推料单元设置于所述定位架上,所述推料单元具有推料气缸,所述推料气缸位于所述进料口的上方。
11、在上述的一种用于型材多面冲孔装置中,所述推料单元具有支架,所述推料气缸设置于所述支架远离所述定位架的端部上。
12、在上述的一种用于型材多面冲孔装置中,所述定位单元还具有检测元件,所述检测元件设置于工作台上,且所述检测元件用于检测所述产品型腔内的待加工的工件是否处于预设位置。
13、在上述的一种用于型材多面冲孔装置中,所述顶出单元具有顶出气缸,所述顶出气缸设置于工作台下方,且顶出气缸的驱动端所述顶杆连接。
14、在上述的一种用于型材多面冲孔装置中,所述工作台下端设置有渣料管,所述渣料管位于所述芯棒的下方。
15、与现有技术相比,本实用新型具有以下有益效果:
16、1、采用四面冲孔工艺仅需一次装夹无需换模,不仅提高了产品的产能,取放产品还方便。
17、2、定位板与所述芯棒之间形成有产品型腔,工件放置于产品型腔内不仅能够实现定位,还能够减小产品与型腔和芯棒的相对公差,减少修模调配的次数,增加产品的合格。
18、3、设置渣料管,工件上被冲头冲掉的废料从芯棒中落料至渣料槽,放置废料卡住,提升工作效率。
技术特征:
1.一种用于型材多面冲孔装置,其特征在于,包括:
2.根据权利要求1所述的一种用于型材多面冲孔装置,其特征在于,所述冲切单元具有驱动油缸和推料板,所述驱动油缸的驱动端与推料板的一端卡接,所述冲头设置于所述推料板的另一端上。
3.根据权利要求2所述的一种用于型材多面冲孔装置,其特征在于,所述定位板的外侧壁上设置有导柱,所述推料板中设置有导套,所述导套与导柱活动连接。
4.根据权利要求1所述的一种用于型材多面冲孔装置,其特征在于,所述芯棒的下端设置有固定座,所述顶杆插设所述固定座并位于所述产品型腔中。
5.根据权利要求1所述的一种用于型材多面冲孔装置,其特征在于,所述定位单元具有定位架,所述定位架位于所述产品型腔上方且与所述工作台连接,所述定位架上开设有进料口,所述进料口与所述产品型腔连通。
6.根据权利要求5所述的一种用于型材多面冲孔装置,其特征在于,还包括推料单元,所述推料单元设置于所述定位架上,所述推料单元具有推料气缸,所述推料气缸位于所述进料口的上方。
7.根据权利要求6所述的一种用于型材多面冲孔装置,其特征在于,所述推料单元具有支架,所述推料气缸设置于所述支架远离所述定位架的端部上。
8.根据权利要求1所述的一种用于型材多面冲孔装置,其特征在于,所述定位单元还具有检测元件,所述检测元件设置于工作台上,且所述检测元件用于检测所述产品型腔内的待加工的工件是否处于预设位置。
9.根据权利要求1所述的一种用于型材多面冲孔装置,其特征在于,所述顶出单元具有顶出气缸,所述顶出气缸设置于工作台下方,且顶出气缸的驱动端所述顶杆连接。
10.根据权利要求5所述的一种用于型材多面冲孔装置,其特征在于,所述工作台下端设置有渣料管,所述渣料管位于所述芯棒的下方。
技术总结
本技术属于冲孔设备领域,提供了一种用于型材多面冲孔装置,包括:工作台;定位单元,其设于所述工作台上,所述定位单元上设置有芯棒和多块定位板,多块所述定位板围合所述芯棒,且使得所述定位板与所述芯棒之间形成有产品型腔,所述产品型腔用于放置待加工的工件;冲切单元,其设于所述工作台上且位于所述定位单元外侧,所述冲切单元上设置有可轴向移动的冲头,所述冲头能够伸入所述产品型腔内;顶出单元,其设置于所述工作台下方,所述顶出单元具有可升降的顶杆,所述顶杆能够将加工好的工件顶出至所述产品型腔。与现有技术相比,本技术的优点在于该采用四面冲孔工艺仅需一次装夹无需换模,不仅提高了产品的产能,取放产品还方便。
技术研发人员:李启晨
受保护的技术使用者:宁波敏实汽车零部件技术研发有限公司
技术研发日:20221130
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!