电池极柱焊接压紧治具的制作方法
本技术涉及工装夹具,特别涉及一种电池极柱焊接压紧治具。
背景技术:
1、电池是由电解液、石墨棒、铝壳和电池盖板组成,电池盖板上有电池极柱,正负极包括极柱和用于密封电池极柱和盖板的密封圈,在电池盖板组装的过程中,需要将电池盖板和电池极柱焊接在一起,且将密封圈固定于电池盖板和电池极柱之间。
2、现有技术是通过挤压机构将极柱压紧在电池盖板上,使得电池极柱能克服密封圈的弹力,与电池盖板的上表面贴合,然后从挤压机构的侧面将电池极柱与电池盖板焊接,然而,挤压机构的存在会影响焊接的便利性。
技术实现思路
1、本实用新型的主要目的是提出一种电池极柱焊接压紧治具,旨在解决挤压机构影响电池极柱焊接的便利性的问题。
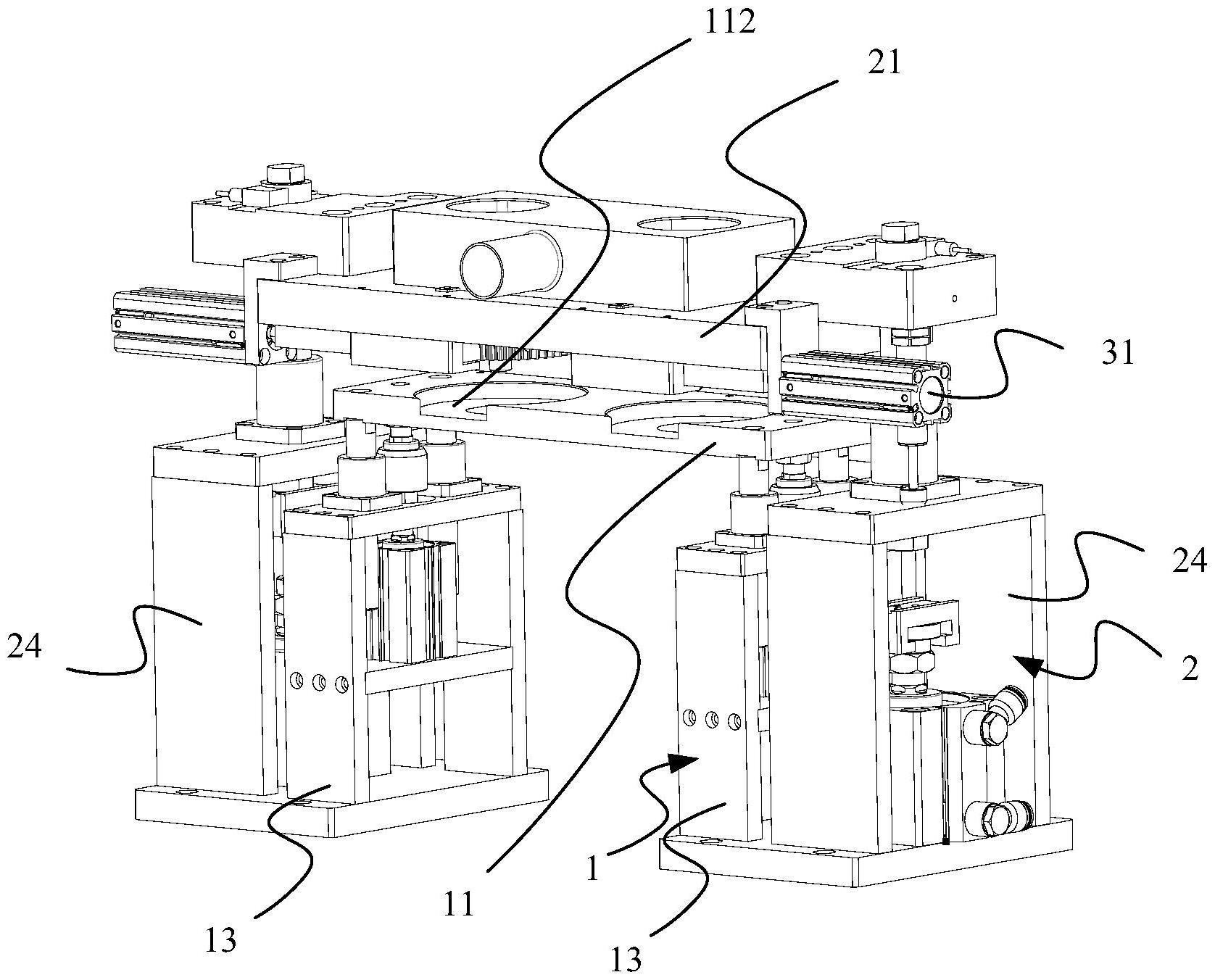
2、为实现上述目的,本实用新型提出一种电池极柱焊接压紧治具,该电池极柱焊接压紧治具包括:
3、第一升降装置,包括可沿竖直方向移动的压板,所述压板用于压持电池盖板,所述压板设有供激光通过的第一通孔;
4、第二升降装置,包括可沿竖直方向移动的安装板和用于压紧电池极柱的压持机构,所述安装板设有与所述第一通孔对应的第二通孔,所述压持机构设在所述第二通孔处,且至少部分伸出第二通孔外并朝向第一通孔;
5、所述压板的工作面背向所述安装板的工作面,电池极柱和电池盖板位于压板工作面的下方。
6、在一些实施例中,所述压持机构包括顶推件和固定件,所述固定件设置在所述第二通孔内,且一端与所述安装板活动连接,另一端延伸至所述第二通孔的轴心并连接所述顶推件,所述顶推件与电池极柱在水平面上的投影至少部分重合。
7、在一些实施例中,所述电池极柱焊接压紧治具还包括第一驱动机构,所述第一驱动机构设置在所述安装板上,所述第一驱动机构与所述固定件连接,用于驱动所述固定件沿所述第二通孔的轴心转动,所述固定件与所述顶推件转动连接。
8、在一些实施例中,所述压持机构还包括驱动齿轮,所述驱动齿轮套设在所述固定件上;
9、所述第一驱动机构包括:
10、第一驱动件;
11、驱动齿条,一侧与所述第一驱动件连接,另一侧与所述驱动齿轮连接,用于驱动所述驱动齿轮和固定件沿所述第一通孔的轴心转动;
12、和/或,所述安装板朝向所述压板的表面设有与所述固定件适配的避位槽。
13、在一些实施例中,所述电池极柱焊接压紧治具还包括第二驱动机构,所述第二驱动机构包括第二驱动件,所述第二驱动件与所述固定件连接,用于驱动所述固定件沿所述第二通孔的轴心做往复运动,所述固定件与顶推件插接配合。
14、在一些实施例中,所述第一升降装置还包括用于驱动所述压板升降的第一举升机构和第一底座,所述第一举升机构设置在所述第一底座中;
15、所述第二升降装置还包括用于驱动所述安装板升降的第二举升机构和第二底座,所述第二举升机构设置在所述第二底座中。
16、在一些实施例中,所述压板和第一举升机构之间设有第一导向件,所述安装板和第二举升机构之间设有第二导向件;
17、所述第一底座和第一举升机构分别设有多个,所述第一底座和第一举升机构成对设于所述压板的两侧;所述第二底座和第二举升机构分别设有多个,所述第二底座和第二举升机构成对设于所述安装板的两侧,所述第一底座相对于所述第二底座更靠近电池极柱。
18、在一些实施例中,所述安装板上与所述第二举升机构连接处设有压力传感器。
19、在一些实施例中,所述电池极柱焊接压紧治具还包括防尘仓和抽风机,所述防尘仓设置在所述安装板背向所述压板的表面,所述防尘仓分别与所述抽风机、所述第二通孔连通,所述抽风机用于将所述第一通孔、所述第二通孔内焊接所产生的杂质抽离。
20、在一些实施例中,所述防尘仓背向所述安装板的表面开设有第三通孔,激光依次穿过所述第三通孔、第一通孔和第二通孔。
21、本实用新型技术方案中,第一升降装置和第二升降装置分别将电池盖板和电池极柱压紧,激光可以通过设置在压板和安装板上的相应通孔,将电池极柱和电池盖板进行焊合,因为电池极柱和电池盖板都设有对应的压紧装置,且压板和安装板都设有相对应的通孔,因此电池极柱和电池盖板的焊接过程不会受到压紧结构的影响。
技术特征:
1.一种电池极柱焊接压紧治具,其特征在于,包括:
2.根据权利要求1所述的电池极柱焊接压紧治具,其特征在于,所述压持机构包括顶推件和固定件,所述固定件设置在所述第二通孔内,且一端与所述安装板活动连接,另一端延伸至所述第二通孔的轴心并连接所述顶推件,所述顶推件与电池极柱在水平面上的投影至少部分重合。
3.根据权利要求2所述的电池极柱焊接压紧治具,其特征在于,所述电池极柱焊接压紧治具还包括第一驱动机构,所述第一驱动机构设置在所述安装板上,所述第一驱动机构与所述固定件连接,用于驱动所述固定件沿所述第二通孔的轴心转动,所述固定件与所述顶推件转动连接。
4.根据权利要求3所述的电池极柱焊接压紧治具,其特征在于,所述压持机构还包括驱动齿轮,所述驱动齿轮套设在所述固定件上;
5.根据权利要求2所述的电池极柱焊接压紧治具,其特征在于,所述电池极柱焊接压紧治具还包括第二驱动机构,所述第二驱动机构包括第二驱动件,所述第二驱动件与所述固定件连接,用于驱动所述固定件沿所述第二通孔的轴心做往复运动,所述固定件与顶推件插接配合。
6.根据权利要求2所述的电池极柱焊接压紧治具,其特征在于,所述第一升降装置还包括用于驱动所述压板升降的第一举升机构和第一底座,所述第一举升机构设置在所述第一底座中;
7.根据权利要求6所述的电池极柱焊接压紧治具,其特征在于,所述压板和第一举升机构之间设有第一导向件,所述安装板和第二举升机构之间设有第二导向件;
8.根据权利要求6所述的电池极柱焊接压紧治具,其特征在于,所述安装板上与所述第二举升机构连接处设有压力传感器。
9.根据权利要求1~8任一项所述的电池极柱焊接压紧治具,其特征在于,所述电池极柱焊接压紧治具还包括防尘仓和抽风机,所述防尘仓设置在所述安装板背向所述压板的表面,所述防尘仓分别与所述抽风机、所述第二通孔连通,所述抽风机用于将所述第一通孔、所述第二通孔内焊接所产生的杂质抽离。
10.根据权利要求9所述的电池极柱焊接压紧治具,其特征在于,所述防尘仓背向所述安装板的表面开设有第三通孔,激光依次穿过所述第三通孔、第一通孔和第二通孔。
技术总结
本技术公开一种电池极柱焊接压紧治具,该电池极柱焊接压紧治具包括第一升降装置和第二升降装置,第一升降装置包括可沿竖直方向移动的压板,压板用于压持电池盖板,压板设有供激光通过的第一通孔;第二升降装置包括可沿竖直方向移动的安装板和用于压紧电池极柱的压持机构,安装板设有与第一通孔对应的第二通孔,压持机构设在第二通孔处,且至少部分伸出第二通孔外并朝向第一通孔;压板的工作面背向安装板的工作面,电池极柱和电池盖板位于压板工作面的下方。本技术技术方案中,因为电池极柱和电池盖板都设有对应的压紧装置,且压板和安装板都设有相对应的通孔,因此电池极柱和电池盖板的焊接过程不会受到压紧结构的影响。
技术研发人员:刘梅军,李浩,黄再福,邓彩珍,周雯霞,胡柳平
受保护的技术使用者:深圳市吉祥云科技有限公司
技术研发日:20221130
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!