一种封头多方位反冲孔制作设备的制作方法
本技术涉及封头,具体是一种封头多方位反冲孔制作设备。
背景技术:
1、在制作封头反冲孔结构时,通常是将封头口朝下,扣在用垫高平台垫高的下模上,压机安装实心锥形上模,用上模去对封头上的开孔进行反冲孔。
2、存在的问题:
3、下模为铸铁件,根据封头的冲孔规格订制;因下模重复利用率低,使得封头反冲孔加工成本高;
4、封头口朝下的反冲孔工作机制不方便于制作不在封头底部中心的反冲孔;
5、锥形上模为铸铁件,当反冲孔直径较大时,实心锥形上模的采购成本高。
技术实现思路
1、为解决上述现有技术的缺陷,本实用新型提供一种封头多方位反冲孔制作设备,本实用新型能够制作不同尺寸规格的反冲孔,且能够适应不同角度位置的反冲孔,成本低,结构紧凑,实用性较好,使用方便。
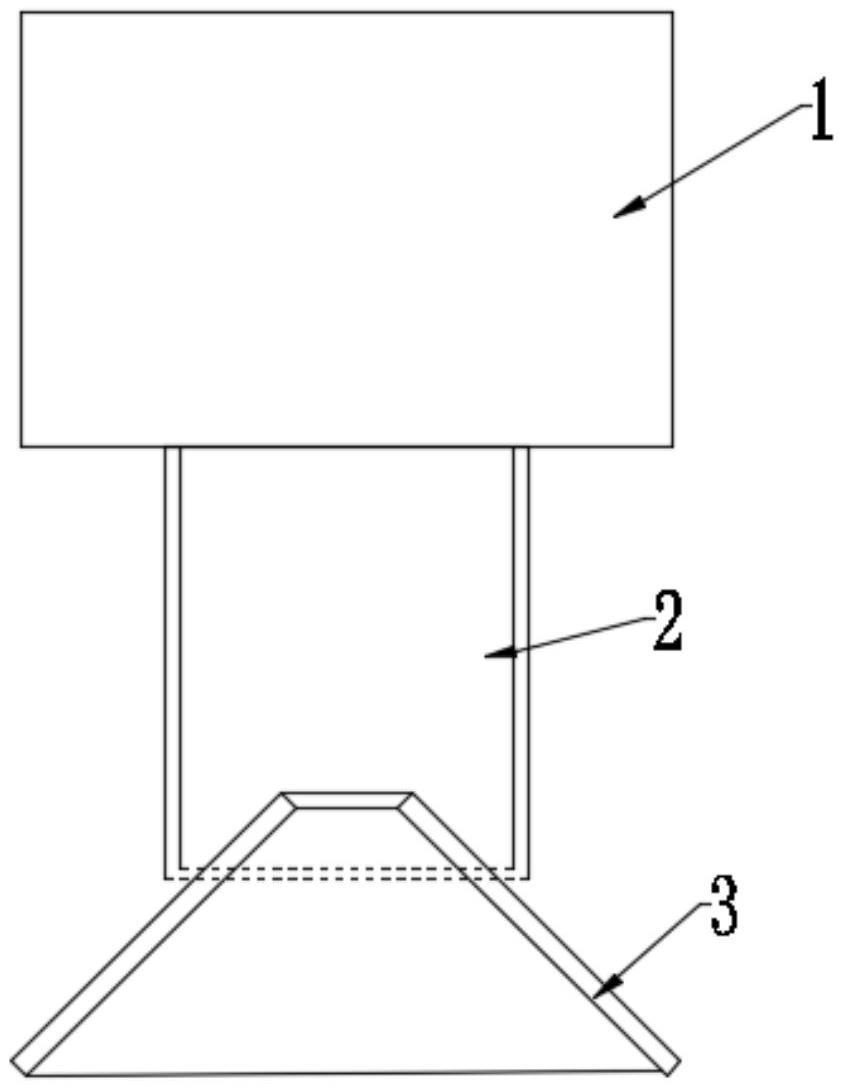
2、为实现上述技术目的,本实用新型采用如下技术方案:一种封头多方位反冲孔制作设备,包括驱动件、压制套筒、承压件,所述压制套筒连接于所述驱动件且由所述驱动件推向所述承压件,所述承压件的外壁呈锥面型,且锥面的尖端用于承载封头冲孔。
3、所述压制套筒为空心圆筒。
4、所述压制套筒朝向所述承压件的侧面圆角处理。
5、所述承压件采用圆台,所述圆台的小直径端朝向所述压制套筒。
6、所述圆台的最小外径小于所述压制套筒的内径,最大外径大于所述压制套筒的内径。
7、所述圆台顶部设置封闭盖。
8、所述承压件的内部设置有支撑件和加强件。
9、所述支撑件包括若干个轴向支撑杆、若干个横向支撑杆,所述若干个横向支撑杆固定连接所述若干个轴向支撑杆以及所述承压件内壁。
10、所述加强件采用若干个加强筋,所述加强筋固定连接在所述承压件内壁。
11、所述驱动件采用压机油缸。
12、综上所述,本实用新型取得了以下技术效果:
13、本实用新型用易于制作和成本低的板卷管代替重复利用率低的铸件下模;
14、本实用新型用卷制的锥体代替锥形实心模降低成本;
15、本实用新型封头口朝上,可以进行封头各个方位的反冲孔制作;
16、当同一封头需要多尺寸多方位方冲孔时,只需更改压机油缸上固定的板卷管规格,通过行车调整封头的位置即可满足作业条件。
技术特征:
1.一种封头多方位反冲孔制作设备,其特征在于:包括驱动件(1)、压制套筒(2)、承压件(3),所述压制套筒(2)连接于所述驱动件(1)且由所述驱动件(1)推向所述承压件(3),所述承压件(3)的外壁呈锥面型,且锥面的尖端用于承载封头冲孔。
2.根据权利要求1所述的一种封头多方位反冲孔制作设备,其特征在于:所述压制套筒(2)为空心圆筒。
3.根据权利要求2所述的一种封头多方位反冲孔制作设备,其特征在于:所述压制套筒(2)朝向所述承压件(3)的侧面圆角处理。
4.根据权利要求3所述的一种封头多方位反冲孔制作设备,其特征在于:所述承压件(3)采用圆台,所述圆台的小直径端朝向所述压制套筒(2)。
5.根据权利要求4所述的一种封头多方位反冲孔制作设备,其特征在于:所述圆台的最小外径小于所述压制套筒(2)的内径,最大外径大于所述压制套筒(2)的内径。
6.根据权利要求5所述的一种封头多方位反冲孔制作设备,其特征在于:所述圆台顶部设置封闭盖(33)。
7.根据权利要求6所述的一种封头多方位反冲孔制作设备,其特征在于:所述承压件(3)的内部设置有支撑件和加强件。
8.根据权利要求7所述的一种封头多方位反冲孔制作设备,其特征在于:所述支撑件包括若干个轴向支撑杆(34)、若干个横向支撑杆(32),所述若干个横向支撑杆(32)固定连接所述若干个轴向支撑杆(34)以及所述承压件(3)内壁。
9.根据权利要求8所述的一种封头多方位反冲孔制作设备,其特征在于:所述加强件采用若干个加强筋(31),所述加强筋(31)固定连接在所述承压件(3)内壁。
10.根据权利要求9所述的一种封头多方位反冲孔制作设备,其特征在于:所述驱动件(1)采用压机油缸。
技术总结
本技术公开了一种封头多方位反冲孔制作设备,包括驱动件、压制套筒、承压件,所述压制套筒连接于所述驱动件且由所述驱动件推向所述承压件,所述承压件的外壁呈锥面型,且锥面的尖端用于承载封头冲孔。本技术能够制作不同尺寸规格的反冲孔,且能够适应不同角度位置的反冲孔,成本低,结构紧凑,实用性较好,使用方便。
技术研发人员:吴晓涛,黄兵生,蒋琍松
受保护的技术使用者:大明重工有限公司
技术研发日:20221201
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!