一种移动刀臂式刀具交换装置的制作方法
1.本实用新型属于机床用换刀技术领域,具体涉及一种移动刀臂式刀具交换装置。
背景技术:
2.现有数控机床,通常配备有刀库:包含一个可容纳一定数量刀具的刀仓,以及一个自动刀具交换装置,在数控系统的控制下,实现刀仓中的刀具和主轴上的刀具的交换。
3.一种最常用典型的刀库形式包含一个具备一定容量的刀仓,一套固定于刀仓侧面的刀臂式自动刀具交换装置。刀库位置固定,通过主轴移动到指定位置完成换刀。这种形式的刀库广泛应用于中小型机床且运行良好,但一旦用于大型机床就有诸多不利。
4.大型机床由于行程大,加工区域广,刀库又通常必须布置在加工区域外,在换刀时主轴需要移动较大行程才能到达换刀区域。执行换刀动作时,要求为机床主轴快速移动到换刀点;由于大型机床移动部件通常质量较大,对于需要频繁换刀的加工,高频率大行程的快速移动极易造成机床传动和支撑部件磨损和损坏;同时由于行程较大,主轴移动到换刀点完成换刀后再转移回到加工位置需要耗费大量时间,降低了加工效率。
技术实现要素:
5.本实用新型的目的是提供一种移动刀臂式刀具交换装置,用以解决现有技术中存在的上述问题。
6.为了实现上述目的,本实用新型采用以下技术方案:
7.一种移动刀臂式刀具交换装置,包括:
8.安装基架,安装于机床上,且安装基架的两端分别与机床的刀仓和主轴对应设置;
9.支撑导向机构,沿安装基架的长度方向安装于安装基架上;
10.传动系统,安装于支撑导向机构上并能够沿着支撑导向机构运行;
11.过渡刀套,安装于传动系统上,用于暂时储存即将更换的刀具以及从主轴上取下的刀具;以及
12.自动换刀臂,安装于传动系统上,用于执行换刀动作的插刀、拔刀以及刀具交换动作。
13.作为本实用新型中一种具体的技术方案,所述支撑导向机构为直线导轨、滑动导轨或直线轴承。
14.作为本实用新型中一种具体的技术方案,所述传动系统为滚珠丝杆机构、齿轮齿条机构、气缸传动机构或油缸传动机构。
15.有益效果:本实用新型的自动换刀臂置与刀仓彻底分离,将自动换刀臂置于可移动的传动系统上,并在传动系统上设置过渡刀套;对下道工序使用刀具在刀仓附近进行预选和预交换,将刀具事先交换至过渡刀套上,再在支撑导向机构与传动系统的配合下,移动到距离主轴最近的换刀点与主轴进行刀具交换。由于预选和刀具预交换到过渡刀套上可以在上道加工程序执行时同步进行,需要换刀时再直接将过渡刀套与自动换刀臂置移动至距
离主轴最近的换刀点,同时主轴也同步移动至换刀点,这样就会大大缩短加工状态下主轴与换刀点的距离,有利于缩短换刀时间,并减少主轴频繁进行长行程快速移动对机床传动和支撑部件磨损和损坏,提高机床传动以及支撑部件可靠性和延长机床精度寿命。在大中型机床,且加工需要频繁换刀的零件时,优势表现尤为明显,对机床寿命和加工节拍带来显著的积极影响。
附图说明
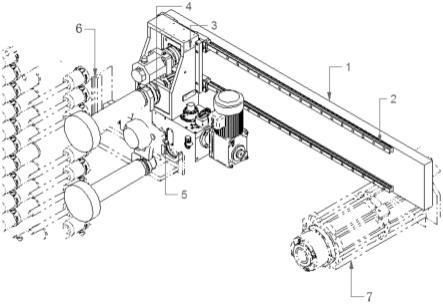
16.图1为本实用新型的结构示意图。
17.图中:1-安装基架;2-支撑导向机构;3-传动系统;4-过渡刀套;5-自动换刀臂;6-刀仓;7-主轴。
具体实施方式
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将结合附图和实施例或现有技术的描述对本实用新型作简单地介绍,显而易见地,下面关于附图结构的描述仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在此需要说明的是,对于这些实施例方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。
19.实施例:
20.如图1所示,本实施例提供了一种移动刀臂式刀具交换装置,包括:
21.安装基架1,即基础支架,用于支撑整个装置,安装基架1安装于机床上,且安装基架1的两端分别与机床的刀仓6和主轴7对应设置;
22.支撑导向机构2,沿安装基架1的长度方向安装于安装基架1上,用于对装置运动部件进行支撑和导向(比如下方提到的传动系统3);支撑导向机构2可以为直线导轨(比如瑞士施耐博格公司生产的bm系列滚珠导轨)、滑动导轨或直线轴承(例如日本nsk公司生产的lm-uu系列)等结构,均为现有的支撑导向机构2,结构稳定;
23.传动系统3,安装于支撑导向机构2上并能够沿着支撑导向机构2运行;所述传动系统3可以为滚珠丝杆机构、齿轮齿条机构、气缸传动机构或油缸传动机构,并且传动系统3与支撑导向机构2维对应配合的关系,进而使得传动系统3能够沿着支撑导向机构2稳定的运行,以带动下方的过渡刀套4和自动换刀臂5进行移位;
24.过渡刀套4,安装于传动系统3上,使得过渡刀套4能够随着传动系统3一起移动,进而在刀仓6和主轴7之间进行往复移动,过渡刀套4用于暂时储存即将更换的刀具以及从主轴7上取下的刀具;以及
25.自动换刀臂5,安装于传动系统3上,用于执行换刀动作的插刀、拔刀以及刀具交换动作,包括但不限于凸轮式刀臂自动换刀装置等常规刀臂式自动换刀装置,采用现有技术即可实现,比如由昆山北钜精密机械有限公司生产的型号为kfar141201的凸轮箱换刀机构。
26.本实用新型在工作时,由刀仓6选择指定刀具至刀仓换刀位置;自动换刀臂5(比如刀臂式自动换刀系统)将刀具交换至过渡刀套4内;上道工序完成后,传动系统3将过渡刀套4以及自动换刀臂5移动至主轴换刀点,同时主轴7同步移动至换刀点(此换刀点一般设置在
加工区域内靠近主轴加工工作位置以缩短主轴移动距离);自动换刀臂5将主轴7上的刀与过度刀套4上的刀进行交换;主轴7回到加工区域内进行下道工序加工,同时传动机构3将自动换刀臂5与过渡刀套4转移至刀仓换刀位置;自动换刀臂5将刀具交换至刀仓空位或与刀仓6内预选的下道工序刀具进行交换,等待下一次换刀。
27.本实用新型的自动换刀臂置与刀仓彻底分离,将自动换刀臂置于可移动的传动系统上,并在传动系统上设置过渡刀套;对下道工序使用刀具在刀仓附近进行预选和预交换,将刀具事先交换至过渡刀套上,再在支撑导向机构与传动系统的配合下,移动到距离主轴最近的换刀点与主轴进行刀具交换。由于预选和刀具预交换到过渡刀套上可以在上道加工程序执行时同步进行,需要换刀时再直接将过渡刀套与自动换刀臂置移动至距离主轴最近的换刀点,同时主轴也同步移动至换刀点,这样就会大大缩短加工状态下主轴与换刀点的距离,有利于缩短换刀时间,并减少主轴频繁进行长行程快速移动对机床传动和支撑部件磨损和损坏,提高机床传动以及支撑部件可靠性和延长机床精度寿命。在大中型机床,且加工需要频繁换刀的零件时,优势表现尤为明显,对机床寿命和加工节拍带来显著的积极影响。
28.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型的保护范围。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种移动刀臂式刀具交换装置,其特征在于,包括:安装基架(1),安装于机床上,且安装基架(1)的两端分别与机床的刀仓(6)和主轴(7)对应设置;支撑导向机构(2),沿安装基架(1)的长度方向安装于安装基架(1)上;传动系统(3),安装于支撑导向机构(2)上并能够沿着支撑导向机构(2)运行;过渡刀套(4),安装于传动系统(3)上,用于暂时储存即将更换的刀具以及从主轴上取下的刀具;以及自动换刀臂(5),安装于传动系统(3)上,用于执行换刀动作的插刀、拔刀以及刀具交换动作。2.根据权利要求1所述的一种移动刀臂式刀具交换装置,其特征在于,所述支撑导向机构(2)为直线导轨、滑动导轨或直线轴承。3.根据权利要求1所述的一种移动刀臂式刀具交换装置,其特征在于,所述传动系统(3)为滚珠丝杆机构、齿轮齿条机构、气缸传动机构或油缸传动机构。
技术总结
本实用新型公开了一种移动刀臂式刀具交换装置,包括:安装基架,安装于机床上,且安装基架的两端分别与机床的刀仓和主轴对应设置;支撑导向机构,沿安装基架的长度方向安装于安装基架上;传动系统,安装于支撑导向机构上并能够沿着支撑导向机构运行;过渡刀套,安装于传动系统上,用于暂时储存即将更换的刀具以及从主轴上取下的刀具;以及自动换刀臂,安装于传动系统上,用于执行换刀动作的插刀、拔刀以及刀具交换动作。本实用新型大大缩短加工状态下主轴与换刀点的距离,有利于缩短换刀时间,并减少主轴频繁进行长行程快速移动对机床传动和支撑部件磨损和损坏,提高机床传动以及支撑部件可靠性和延长机床精度寿命。撑部件可靠性和延长机床精度寿命。撑部件可靠性和延长机床精度寿命。
技术研发人员:肖红 梁斐然 唐银春 王耀 李彦征 杨洪浩 陈进平 李龙
受保护的技术使用者:成都煜鼎特种加工技术有限公司
技术研发日:2022.12.01
技术公布日:2023/3/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1