半自动点膏装置的制作方法
本技术属于焊接设备领域,具体涉及半自动点膏装置。
背景技术:
1、目前,电能表内部用于检测用户用电线上电流的装置一般是电流互感器,电流互感器一般由感应线圈和穿过该感应线圈的导体构成,穿过线圈的导体需要与再与引脚导体板进行焊接,焊接的时候需要将互感器的中间引线与引脚进行叠放,并在焊接位置滴上焊膏进行焊接,现有技术中针对在焊接位置进行焊接有能够提升效率的焊枪,但是在滴焊膏的同时还要保证位置的精准对位,对于操作人员而言,同时进行多项操作,难易顾忌全面,另外效率也比较低,滴加的焊膏再进行焊接质量也难以保障,基于以上问题,亟需一种高效精准的滴焊膏装置。
技术实现思路
1、本实用新型为了解决上述现有技术中存在的问题,本实用新型提供了半自动点膏装置,能够解决现有技术中互感器引脚滴加焊膏时精准度差、操作繁杂导致滴加质量差的技术问题。
2、本实用新型采用的具体技术方案是:
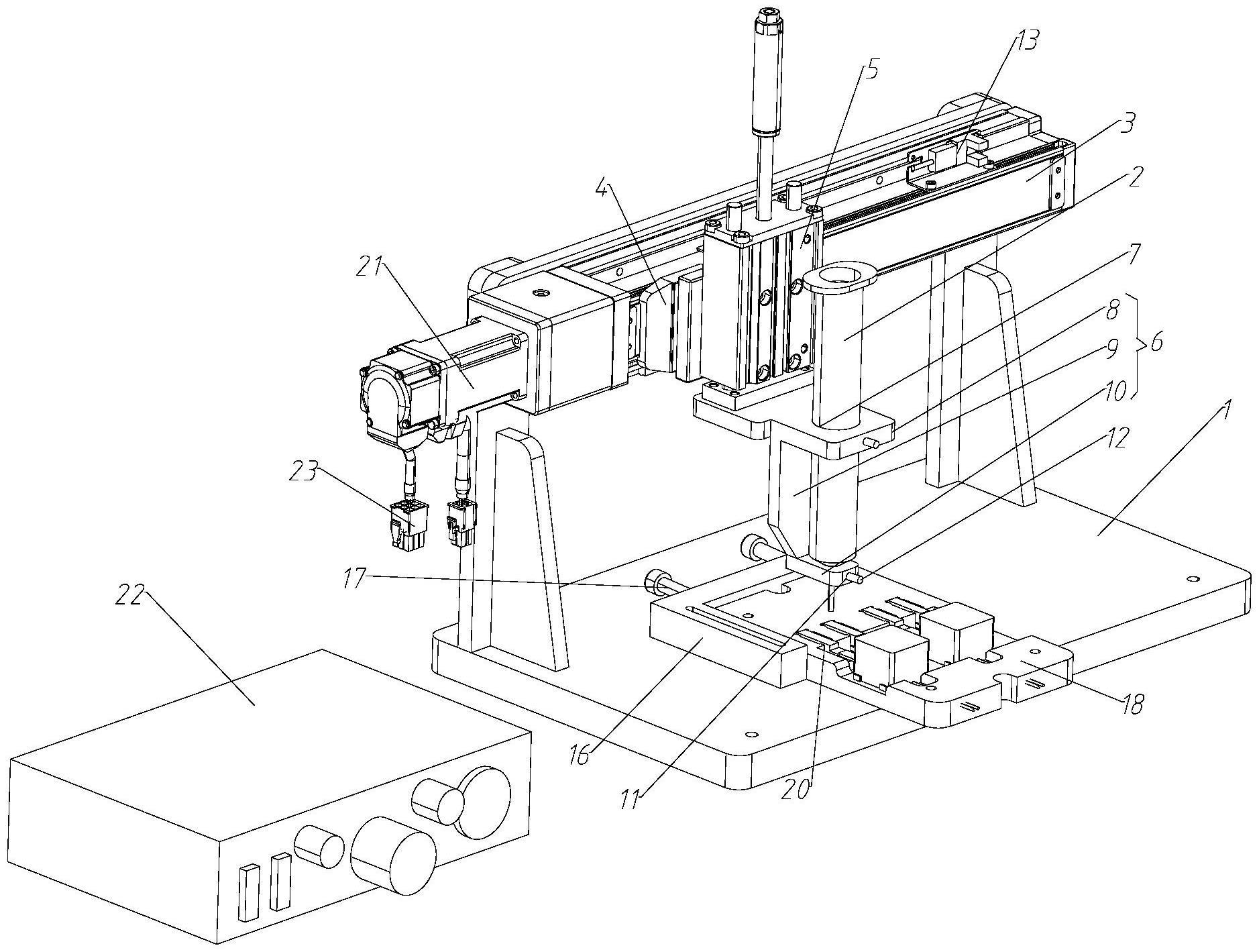
3、半自动点膏装置,包括机架及设置在机架上的点膏枪,还包括移动设置在所述机架上的枪托组件及设置在所述枪托组件下方的点膏工装,所述枪托组件包括滑轨、背板、升降气缸及枪托架,所述滑轨设置在所述机架上,所述背板滑动设置在所述滑轨上,所述升降气缸设置在所述背板上,所述枪托架与所述升降气缸的伸缩端连接,所述枪托架上具有对中设置的两个定位孔,靠近点膏工装的所述定位孔位锥形孔。
4、所述枪托架包括第一横板、立板及第二横板,所述第一横板与所述升降气缸的伸缩端连接,所述立板与所述第一横板垂直连接,所述第二横板与所述立板垂直连接,所述第一横板和所述第二横板上均具有所述定位孔,所述第一横板和所述第二横板上均具有固定孔,还包括固定销,所述固定销插入所述固定孔内。
5、还包括极限限位传感器及工作限位传感器,所述极限限位传感器设置在所述滑轨的远离点膏工装的一端,所述工作限位传感器设置在点膏工装的上方,所述背板上设置有限位片。
6、点膏工装包括定位条、锁紧件及工装板,所述工装板与所述定位条的内侧面抵接,所述锁紧件穿过所述定位条与所述工装板螺纹连接。
7、所述工装板包括定位柱,所述定位柱为若干个,若干个所述定位柱围成定位区域,所述工装板还具有定位槽,所述定位槽为圆弧凹槽。
8、还包括线性驱动装置及控制装置,所述线性驱动装置设置在所述机架上,所述线性驱动装置的输出端与所述背板连接,所述线性驱动装置具有快插接头,所述快插接头与所述控制装置连接。
9、本实用新型的有益效果是:
10、本实用新型,公开了一种半自动点膏装置,通过采用将点膏枪安装在能够带动其水平移动及上下升降的装置,再通过点膏工装对待点膏的互感器及引脚进行定位,从而解放了人工一次性进行多项操作,点膏枪通过枪托架能够保证其定位精准性,尤其是点膏枪的枪头部分,锥形的定位孔能够进一步提高定位准确性,解决了现有技术中互感器引脚滴加焊膏时精准度差、操作繁杂导致滴加质量差的技术问题。
技术特征:
1.半自动点膏装置,包括机架(1)及设置在机架(1)上的点膏枪(2),其特征在于,还包括移动设置在所述机架(1)上的枪托组件及设置在所述枪托组件下方的点膏工装,所述枪托组件包括滑轨(3)、背板(4)、升降气缸(5)及枪托架(6),所述滑轨(3)设置在所述机架(1)上,所述背板(4)滑动设置在所述滑轨(3)上,所述升降气缸(5)设置在所述背板(4)上,所述枪托架(6)与所述升降气缸(5)的伸缩端连接,所述枪托架(6)上具有对中设置的两个定位孔(7),靠近点膏工装的所述定位孔(7)位锥形孔。
2.根据权利要求1所述的半自动点膏装置,其特征在于,所述枪托架(6)包括第一横板(8)、立板(9)及第二横板(10),所述第一横板(8)与所述升降气缸(5)的伸缩端连接,所述立板(9)与所述第一横板(8)垂直连接,所述第二横板(10)与所述立板(9)垂直连接,所述第一横板(8)和所述第二横板(10)上均具有所述定位孔(7),所述第一横板(8)和所述第二横板(10)上均具有固定孔(11),还包括固定销(12),所述固定销(12)插入所述固定孔(11)内。
3.根据权利要求1所述的半自动点膏装置,其特征在于,还包括极限限位传感器(13)及工作限位传感器(14),所述极限限位传感器(13)设置在所述滑轨(3)的远离点膏工装的一端,所述工作限位传感器(14)设置在点膏工装的上方,所述背板(4)上设置有限位片(15)。
4.根据权利要求1所述的半自动点膏装置,其特征在于,点膏工装包括定位条(16)、锁紧件(17)及工装板(18),所述工装板(18)与所述定位条(16)的内侧面抵接,所述锁紧件(17)穿过所述定位条(16)与所述工装板(18)螺纹连接。
5.根据权利要求4所述的半自动点膏装置,其特征在于,所述工装板(18)包括定位柱(19),所述定位柱(19)为若干个,若干个所述定位柱(19)围成定位区域,所述工装板(18)还具有定位槽(20),所述定位槽(20)为圆弧凹槽。
6.根据权利要求1所述的半自动点膏装置,其特征在于,还包括线性驱动装置(21)及控制装置(22),所述线性驱动装置(21)设置在所述机架(1)上,所述线性驱动装置(21)的输出端与所述背板(4)连接,所述线性驱动装置(21)具有快插接头(23),所述快插接头(23)与所述控制装置(22)连接。
技术总结
本技术属于焊接设备领域,具体涉及半自动点膏装置,包括机架及设置在机架上的点膏枪,还包括移动设置在所述机架上的枪托组件及设置在所述枪托组件下方的点膏工装,所述枪托组件包括滑轨、背板、升降气缸及枪托架,所述滑轨设置在所述机架上,所述背板滑动设置在所述滑轨上,所述升降气缸设置在所述背板上,所述枪托架与所述升降气缸的伸缩端连接,所述枪托架上具有对中设置的两个定位孔,靠近点膏工装的所述定位孔位锥形孔,解决现有技术中互感器引脚滴加焊膏时精准度差、操作繁杂导致滴加质量差的技术问题。
技术研发人员:王昭显,王力崇,裴梦昭,康纹硕,刘向前,魏鹏冲,王晓丰,张大鹏,石檩
受保护的技术使用者:河北申科电子股份有限公司
技术研发日:20221207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!