一种用于定位和焊接弧形排盖的胎具的制作方法
本技术涉及一种用于定位和焊接弧形排盖的胎具,专用于压捆机弧形排盖的定位焊接,属于焊接胎具。
背景技术:
1、为了完成秸秆物料打捆压缩成圆形,需要使用圆筒式压缩成形装置,让物料能够顺畅地落入成型腔内,压缩成型装置设置两个对称的弧形压捆排盖,在液压缸的作用下两个弧形压捆排盖能够打开闭合,完成圆形打捆机落料与打捆工作,两个弧形压捆排盖的相邻侧还设有切断刀,对未落入压缩成型装置内的物料进行切割阻断。弧形压捆排盖在焊接时,因弧形压捆排盖为弯曲状,弧形压捆排盖的弧形底部和弧形筋板的弧度可能在焊接时发生变化,影响制作精度,导致产品不能使用,造成成本提高。因此需要提供一种专用于压捆机弧形排盖的定位焊接胎具,以用于焊接制作弧形压捆排盖,确保焊接的弧形压捆排盖形状标准、尺寸一致,满足压捆机生产要求。
技术实现思路
1、本实用新型的目的是提供一种用于定位和焊接弧形排盖的胎具,能够在焊接前对压捆机弧形排盖进行定位,保证弧形底部和弧形筋板等弧形部件的弧度,同时能够保证轴套的同轴度,使压捆机弧形排盖的焊接精度提高,保证了焊接排盖形状的一致性,解决背景技术存在的上述问题。
2、本实用新型的技术方案是:
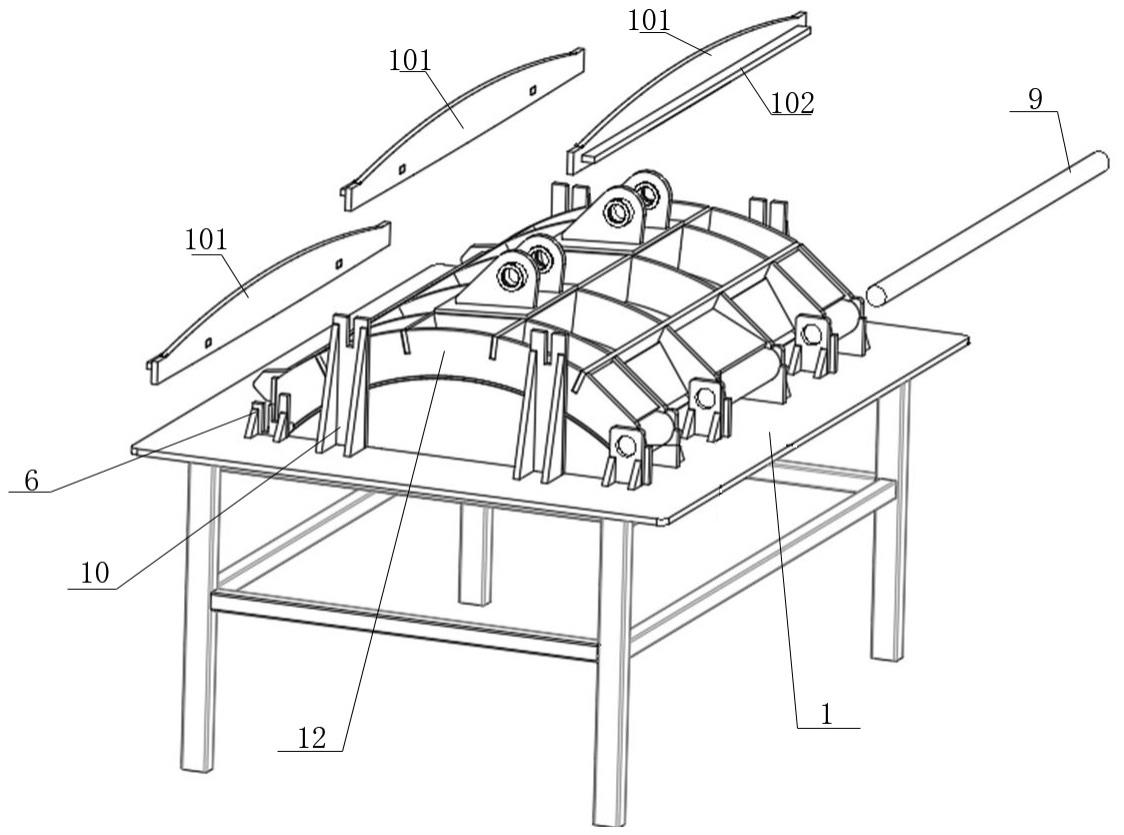
3、一种用于定位和焊接弧形排盖的胎具,包含定位组件和胎具主体,所述胎具主体的上端面为弧形面,其弧度与被焊接的弧形排盖的弯曲弧度相同;所述定位组件用于对弧形排盖进行焊接定位,定位组件包含前部定位件、中部定位件和后部定位组件,所述前部定位件包含切断刀定位条、侧板、压板支撑架一和定位板一,胎具主体的前侧设有切断刀定位条,切断刀定位条的左右两侧均设有侧板,两个侧板的前侧均设有压板支撑架一,定位板一可拆卸地设置在两个压板支撑架一上;所述中部定位件的数量至少为一组,一组中部定位件包含两个分别平行设置在胎具主体左右两侧的压板支撑架二,以及可拆卸地设置在两个压板支撑架二上的定位板二;所述后部定位组件包含轴套定位板和定位圆钢,轴套定位板的数量为多个,多个轴套定位板从左至右依次配置在胎具主体的后侧,每个轴套定位板上均设有圆孔,定位圆钢贯穿所有圆孔,所有圆孔的中心线与定位圆钢的中心线相重合,实现同轴定位。
4、优选地,所述胎具主体由多个从左至右依次平行设置的支撑板组成,多个支撑板数量以及多个支撑板之间的布置距离与弧形排盖的多个弧形筋板数量以及多个弧形筋板之间的布置距离相同,每个支撑板底部均设置在底座上,每个支撑板的上端面均为弧形,每个支撑板上端面的弧度均与弧形排盖的弯曲弧度相同;多个支撑板的前侧设置切断刀定位条,切断刀定位条的长度与弧形排盖的切断刀底座的长度一致,两个侧板分别与最左侧和最右侧的支撑板紧贴布置, 两个压板支撑架一分别与两个侧板紧贴布置,每个支撑板的后端均设有弧形凹槽且弧形凹槽的一侧均设有轴套定位板,弧形凹槽所在圆周的圆心与轴套定位板的圆孔圆心重合。
5、优选地,所述定位板一和定位板二结构相同,均由压板和压板筋板通过卯榫嵌合连接组成。
6、优选地,两个所述弧形支撑为一组,一组弧形支撑之间通过加强筋板连接固定。
7、优选地,所述切断刀定位条的左右两端与相应的侧板之间设有挡块。
8、优选地,所述前部定位件中,两个所述压板支撑架一上均设有向上开口的放置槽一内,定位板一的左右两端卡设在相应的放置槽一内;一组中部定位件中,两个所述压板支撑架二上均设有向上开口的放置槽二,定位板二的左右两端卡设在相应的放置槽二内。
9、优选地,所述切断刀定位条的中心线与所有圆孔中心线所在的直线平行。
10、优选地,所述被焊接的弧形排盖上的所有轴套分别设置在对应的轴套定位板之间,定位圆钢贯穿所有轴套定位板上的圆孔以及轴套,保证焊接时所有轴套122的同轴度。
11、优选地,所述切断刀定位条为矩形长条状,切断刀定位条上端面设有多个从左至右设置的定位孔,多个定位孔与弧形排盖的切断刀底座上的多个安装螺纹孔一一对应。
12、本实用新型的积极效果:在焊接过程中能够对弧形排盖进行固定,减少了焊接中产生的移位变形,提高了制作精度,保证了焊接后弧形排盖形状的一致性;可拆卸结构简化了焊接流程,提高了生产效率。
技术特征:
1.一种用于定位和焊接弧形排盖的胎具,其特征在于:包含定位组件和胎具主体,所述胎具主体的上端为弧形面,其弧度与被焊接的弧形排盖(12)的弯曲弧度相同;所述定位组件用于对弧形排盖(12)进行焊接定位,定位组件包含前部定位件、中部定位件和后部定位件,所述前部定位件包含切断刀定位条(3)、侧板(4)、压板支撑架一(6)和定位板一(8),胎具主体的前侧设有切断刀定位条(3),切断刀定位条(3)的左右两侧均设有侧板(4),两个侧板(4)的前侧均设有压板支撑架一(6),定位板一(8)可拆卸地设置在两个压板支撑架一(6)上;所述中部定位件的数量至少为一组,一组中部定位件包含两个分别平行设置在胎具主体左右两侧的压板支撑架二(10),以及可拆卸地设置在两个压板支撑架二(10)上的定位板二(11);所述后部定位件包含轴套定位板(7)和定位圆钢(9),轴套定位板(7)的数量为多个,多个轴套定位板(7)从左至右依次配置在胎具主体的后侧,每个轴套定位板(7)上均设有圆孔,定位圆钢(9)贯穿所有圆孔,所有圆孔的中心线与定位圆钢的中心线相重合,实现同轴定位。
2.根据权利要求1所述的一种用于定位和焊接弧形排盖的胎具,其特征在于:所述胎具主体由多个从左至右依次平行设置的支撑板(2)组成,多个支撑板(2)数量以及多个支撑板(2)之间的布置距离与弧形排盖(12)的多个弧形筋板(121)数量以及多个弧形筋板(121)之间的布置距离相同,每个支撑板(2)底部均设置在底座(1)上,每个支撑板(2)的上端面均为弧形, 每个支撑板(2)上端面的弧度均与弧形排盖(12)的弯曲弧度相同;多个支撑板(2)的前侧设置切断刀定位条(3),切断刀定位条(3)的长度与弧形排盖(12)的切断刀底座(128)的长度一致,两个侧板(4)分别与最左侧和最右侧的支撑板(2)紧贴布置, 两个压板支撑架一(6)分别与两个侧板(4)紧贴布置,每个支撑板(2)的后端均设有弧形凹槽(21)且弧形凹槽(21)的一侧均设有轴套定位板(7),弧形凹槽(21)所在圆周的圆心与轴套定位板(7)的圆孔圆心重合。
3.根据权利要求1或2所述的一种用于定位和焊接弧形排盖的胎具,其特征在于:所述定位板一(8)和定位板二(11)结构相同,均由压板(101)和压板筋板(102)通过卯榫嵌合连接组成。
4.根据权利要求1或2所述的一种用于定位和焊接弧形排盖的胎具,其特征在于:所述切断刀定位条(3)的左右两端与相应的侧板(4)之间设有挡块(5)。
5.根据权利要求1或2所述的一种用于定位和焊接弧形排盖的胎具,其特征在于:所述前部定位件中,两个所述压板支撑架一(6)上均设有向上开口的放置槽一内,定位板一(8)的左右两端卡设在相应的放置槽一内;一组中部定位件中,两个所述压板支撑架二(10)上均设有向上开口的放置槽二,定位板二(11)的左右两端卡设在相应的放置槽二内。
6.根据权利要求1或2所述的一种用于定位和焊接弧形排盖的胎具,其特征在于:所述被焊接的弧形排盖(12)上的所有轴套(122)分别设置在对应的轴套定位板(7)之间,定位圆钢(9)贯穿所有轴套定位板(7)上的圆孔以及轴套(122),保证焊接时所有轴套(122)的同轴度。
技术总结
本技术涉及一种用于定位和焊接弧形排盖的胎具,属于焊接胎具技术领域。包含定位组件和胎具主体,所述胎具主体的上端面为弧形面,其弧度与被焊接的弧形排盖(12)的弯曲弧度相同;所述定位组件用于对弧形排盖(12)进行定位,定位组件包含前部定位件、中部定位件和后部定位组件。本技术的积极效果:在焊接过程中能够对弧形排盖进行固定,减少了焊接中产生的移位变形,提高了制作精度,保证了焊接后弧形排盖形状标准、尺寸一致。
技术研发人员:李学永,李凯,康月芳,张淑敏,窦英杰,谢虎,赵维松,李蓉蓉
受保护的技术使用者:唐山鑫万达实业股份有限公司
技术研发日:20221207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!