全自动钻孔气动夹具气动控制系统
本技术全自动钻孔气动夹具气动控制系统,涉及全自动机加工设备,尤其涉及一种通过气动方式实现钻孔夹具的全自动控制系统。
背景技术:
1、目前市场上使用的钻孔夹具,大多是采用如下的方式自动控制。一是依靠机械传动结构实现,二是采用手动换向阀和程控电器的元件连接实现。从实践经验上看,以上两种形式都存在着相应的不足之处:
2、1、采用机械结构实现夹具的夹紧控制,造价高、结构复杂,且使用过程中机械元件易磨损,一旦损坏,不能随时更换零件进行维修,维修成本较高。
3、2、采用手动换向阀和程控电器元件实现自动控制的夹具,工作中对电源有依赖,且需磁性开关等辅助,结构复杂,电器元件易损,造价较高。
4、3、以上两种形式控制的夹具多数不便于随意自动调节动作的时间,操作不够灵活便捷。
5、针对上述现有技术中所存在的问题,研究设计一种新型的全自动钻孔气动夹具气动控制系统,从而克服现有技术中所存在的问题是十分必要的。
技术实现思路
1、根据上述现有技术提出的结构复杂、造价高、元器件易磨损、维修更换成本高等技术问题,而提供一种全自动钻孔气动夹具气动控制系统,用于解决现有技术中存在的问题。
2、本实用新型采用的技术手段如下:
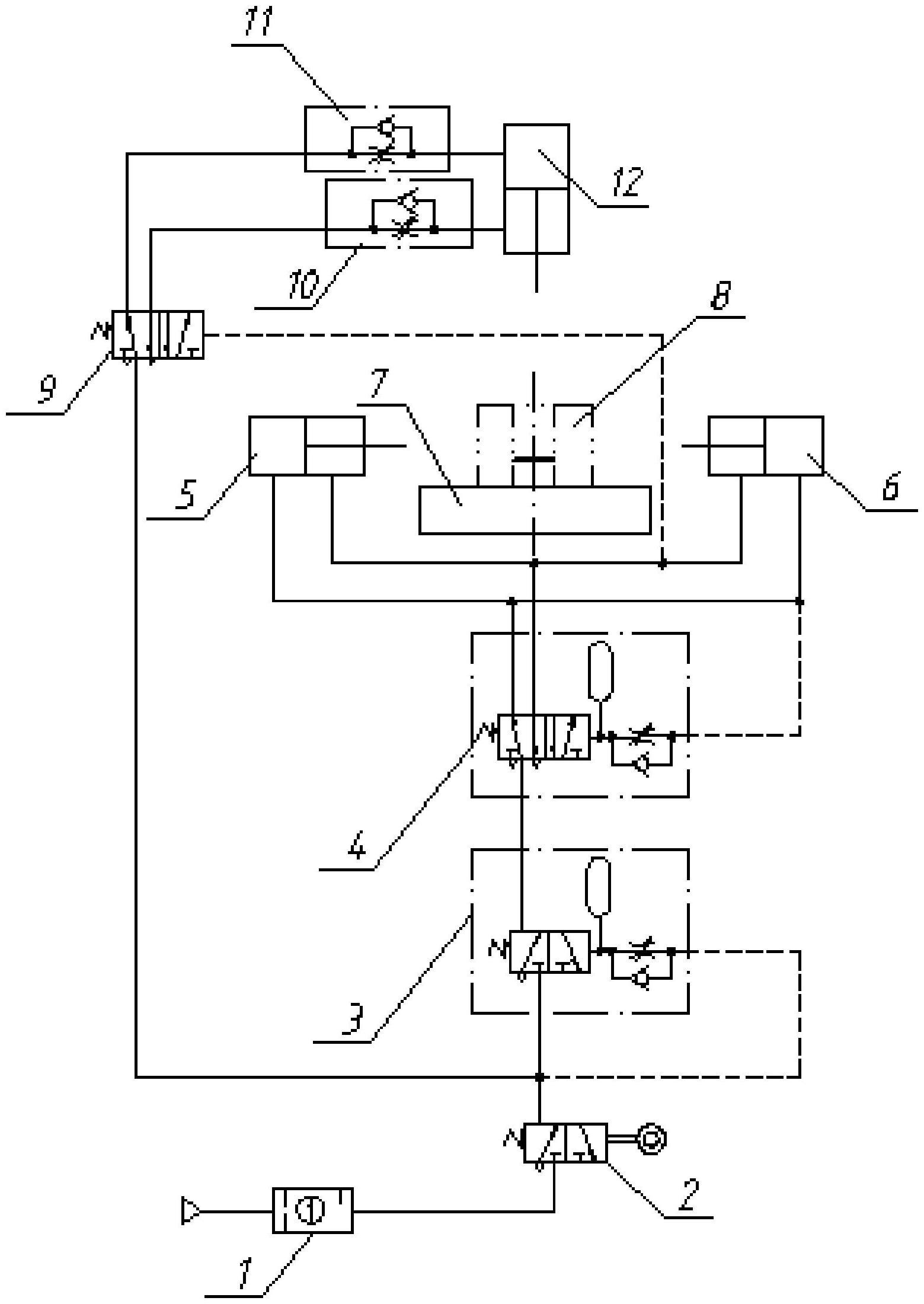
3、一种全自动钻孔气动夹具气动控制系统包括:气动三联件、二位三通机动阀、二位三通气控延时换向阀、二位五通气控延时换向阀a、水平夹紧气缸a、水平夹紧气缸b、夹具体、二位五通气控换向阀和竖直夹紧气缸;
4、进一步地,气动三联件的入口与压缩空气气源直接连接,出口连接二位三通机动阀的入口;
5、进一步地,二位三通机动阀的出口分别连接二位三通气控延时换向阀和二位五通气控换向阀的入口;
6、进一步地,二位三通气控延时换向阀的出口连接二位五通气控延时换向阀,气控口连接二位三通机动阀的出口;
7、进一步地,二位五通气控延时换向阀的出口分别连接水平夹紧气缸a和水平夹紧气缸b的无杆腔和有杆腔,气控口连接两个水平夹紧气缸a和水平夹紧气缸b的无杆腔;
8、进一步地,二位五通气控换向阀的出口分别连接于竖直夹紧气缸的无杆腔和有杆腔,气控口连接水平夹紧气缸a和水平夹紧气缸b的有杆腔。
9、进一步地,二位五通气控换向阀的出口与竖直夹紧气缸的有杆腔的连接管路上设置有单向节流阀a。
10、进一步地,二位五通气控换向阀的出口与竖直夹紧气缸的无杆腔的连接管路上设置有单向节流阀b。
11、本实用新型工作过程为:
12、工件在夹具体上定位后,触发二位三通机动阀,压缩空气经气动三联件、二位三通机动阀右位输出,分别通向二位五通气控换向阀左位、二位三通气控延时换向阀左位和二位三通气控延时换向阀气控口;压缩空气经二位五通气控换向阀左位进入竖直夹紧气缸的上腔,使竖直夹紧气缸的夹紧头下降夹紧工件;此时,压缩空气经二位三通气控延时换向阀延时换向,当竖直夹紧气缸夹紧后,二位三通气控延时换向阀换向为右位(调节二位三通气控延时换向阀的节流阀开口可以控制阀的延时接通时间,从而控制竖直夹紧气缸和水平夹紧气缸a、水平夹紧气缸b的动作间隔)。因此,压缩空气通过二位五通气控延时换向阀左位进入水平夹紧气缸a和水平夹紧气缸b的无杆腔,使水平夹紧气缸a和水平夹紧气缸b活塞杆前进,进而夹紧在夹具体上定位好的工件,完成工件自动夹紧工作。
13、此时钻头开始钻孔,同时由于二位五通气控延时换向阀的控制口连接水平夹紧气缸a和水平夹紧气缸b的无杆腔,经过一段时间(由二位五通气控延时换向阀内的节流阀开口控制,可根据钻削时间调节)后二位五通气控延时换向阀右位接通,水平夹紧气缸后退到原来位置。同时,水平夹紧气缸a和水平夹紧气缸b有杆腔压缩空气连接到二位五通阀气控换向阀b的控制口,驱动二位五通气控换向阀切换为右端,压缩空气进入竖直夹紧气缸的下腔,使夹紧头也退回原位,将工件松开;完成一次工件的钻孔工序,后续工作动作可反复循环。
14、通过二位三通气控延时换向阀内节流阀开口大小的调节,可以控制阀的延时换向时间,从而控制竖直夹紧气缸及水平夹紧气缸a和水平夹紧气缸b的夹紧动作间隔,通过二位五通气控延时换向阀内节流阀开口大小的调节,可控制二位五通气控延时换向阀的延时换向时间,从而根据钻削所需时间调节加工节拍。
15、较现有技术相比,本实用新型具有以下优点:
16、1、本实用新型提供的全自动钻孔气动夹具气动控制系统,采用了压缩空气为动力源,动力来源方便、稳定,便于操作,避免因停电等原因产生生产停滞,提高了工作效率;
17、2、本实用新型提供的全自动钻孔气动夹具气动控制系统,采用了气动延时阀实现夹具的自动控制,可通过调节延时时间灵活控制夹紧的节拍和停留时间;
18、3、本实用新型提供的全自动钻孔气动夹具气动控制系统,采用气动控制回路,体积紧凑、质量轻、便于搬运、移动;
19、4、本实用新型提供的全自动钻孔气动夹具气动控制系统,采用气动控制,结构简单、造价低廉、易于维修。
20、综上,应用本实用新型的技术方案解决了现有技术中的结构复杂、造价高、元器件易磨损、维修更换成本高等问题。
技术特征:
1.一种全自动钻孔气动夹具气动控制系统,其特征在于:
2.根据权利要求1所述的全自动钻孔气动夹具气动控制系统,其特征在于:
3.根据权利要求1所述的全自动钻孔气动夹具气动控制系统,其特征在于:
技术总结
本技术全自动钻孔气动夹具气动控制系统,涉及全自动机加工设备技术领域,尤其涉及一种通过气动方式实现钻孔夹具的全自动控制夹具的控制系统。本技术气动三联件的入口与压缩空气气源直接连接,出口连接二位三通机动阀的入口;二位三通机动阀的出口分别连接二位三通气控延时换向阀和二位五通气控换向阀的入口;二位三通气控延时换向阀的出口连接二位五通气控延时换向阀,气控口连接二位三通机动阀的出口;二位五通气控延时换向阀连接水平夹紧气缸A和B;二位五通气控换向阀的连接竖直夹紧气缸的无杆腔和有杆腔以及水平夹紧气缸A和B。二位五通气控换向阀的出口与竖直夹紧气缸的有杆腔的连接管路上设置有单向节流阀A,二位五通气控换向阀的出口与竖直夹紧气缸的无杆腔的连接管路上设置有单向节流阀B。
技术研发人员:孟庆云
受保护的技术使用者:大连职业技术学院
技术研发日:20221207
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!