一种锚垫板钻攻装置的制作方法
本技术涉及加工设备,具体涉及一种锚垫板钻攻装置。
背景技术:
1、请参阅图1及图2,图1及图2为现有技术中锚垫板在不同视角下的结构示意图,包括中空圆台形锚垫板本体101、中空圆形底盘201以及压浆部301,其中,所述压浆部301为凸出的弧形结构,其内部设有压浆通道401,另外,底盘201的底部还设有安装孔501,锚垫板在加工过程中,需要在压浆通道401以及安装孔501上进行钻攻加工(钻孔和攻丝)。
2、锚垫板在钻攻的过程中通常是先在铸造的过程中铸出基孔,然后用扩孔钻按照尺寸钻好底孔,再通过丝锥加工螺纹,现有技术中,通常是人工按照顺序对锚垫板的压浆通道401及安装孔501依次进行钻攻,导致钻攻效率低,不满足生产需求。
技术实现思路
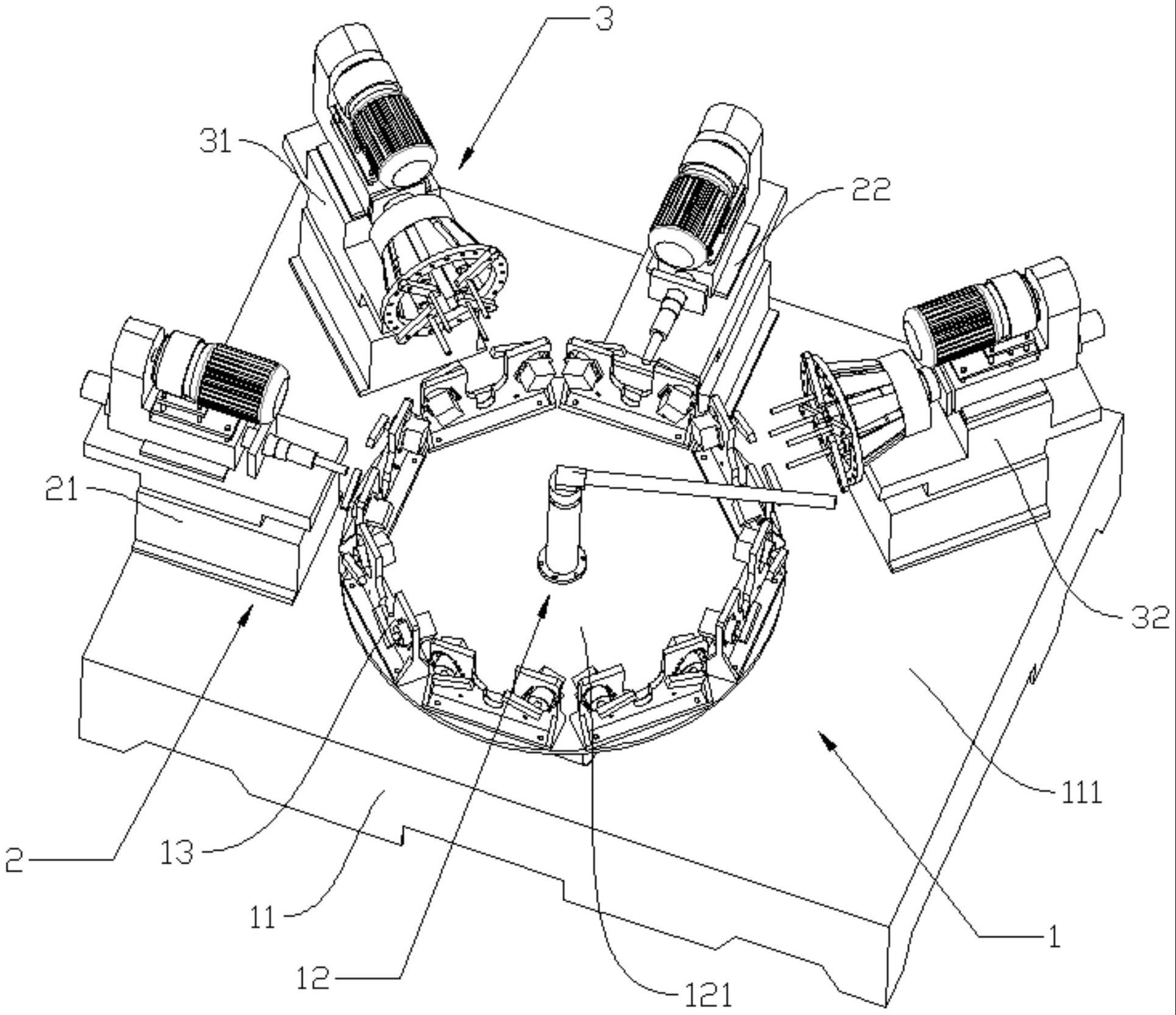
1、为解决上述问题,本实用新型提供了一种锚垫板钻攻装置,包括:
2、固定机构,设于所述固定机构上的第一钻攻机构以及第二钻攻机构;
3、其中,所述固定机构包括转盘组件,以及设于所述转盘组件上的固定工装,所述第一钻攻机构、第二钻攻机构以及下料机构环绕所述转盘组件设置;
4、所述固定工装包括:
5、固定板,所述固定板的中央设有u形的第一容置槽,所述第一容置槽用于容置锚垫板;
6、所述第一容置槽的底部设有u形的第二容置槽,所述第二容置槽用于容置锚垫板的注浆部;
7、气动压紧构件,所述气动压紧构件设于所述固定板上,用于将锚垫板压紧在固定板上。
8、可选地,所述气动压紧构件包括旋转伸缩气缸,与所述旋转伸缩气缸相连的压紧件。
9、可选地,所述转盘组件包括分割器电机,以及与所述分割器电机相连的转盘。
10、可选地,所述第一钻攻机构包括第一钻孔构件以及第一攻丝构件,用于对锚垫板的压浆通道进行钻攻;
11、所述第二钻攻机构包括第二钻孔构件以及第二攻丝构件,用于对锚垫板的安装孔进行钻攻。
12、可选地,设于所述转盘上的固定工装的数量为8组;
13、其中,8组固定工装呈正八边形排列;
14、所述第一钻孔构件、第一攻丝构件、第二钻孔构件以及第二攻丝构件的设置位置与呈正八边形排列的固定工装相配合。
15、通过采用上述技术方案,本实用新型主要具有以下技术效果:
16、通过设置固定工装来固定锚垫板,以及将固定工装设置在转盘上,通过将第一钻攻机构及第二钻攻机构环绕转盘设置,利用转盘旋转带动锚垫板,依次通过第一钻攻机构以及第二钻攻机构进行钻攻,解决了人工按照顺序进行钻攻导致加工效率低的技术问题,实现了提高锚垫板钻攻效率的技术效果。
技术特征:
1.一种锚垫板钻攻装置,其特征在于,包括:
2.根据权利要求1所述的一种锚垫板钻攻装置,其特征在于,所述气动压紧构件包括旋转伸缩气缸,与所述旋转伸缩气缸相连的压紧件。
3.根据权利要求1所述的一种锚垫板钻攻装置,其特征在于,所述转盘组件包括分割器电机,以及与所述分割器电机相连的转盘。
4.根据权利要求3所述的一种锚垫板钻攻装置,其特征在于,所述第一钻攻机构包括第一钻孔构件以及第一攻丝构件,用于对锚垫板的压浆通道进行钻攻;
5.根据权利要求4所述的一种锚垫板钻攻装置,其特征在于,设于所述转盘上的固定工装的数量为8组;
技术总结
本技术公开了一种锚垫板钻攻装置,属于加工设备技术领域,包括:固定机构,设于固定机构上的第一钻攻机构以及第二钻攻机构;其中,固定机构包括转盘组件,以及设于转盘组件上的固定工装,第一钻攻机构、第二钻攻机构以及下料机构环绕转盘组件设置;固定工装包括:固定板,固定板的中央设有U形的第一容置槽,第一容置槽用于容置锚垫板;第一容置槽的底部设有U形的第二容置槽,第二容置槽用于容置锚垫板的注浆部;气动压紧构件,气动压紧构件设于固定板上,用于将锚垫板压紧在固定板上。本技术解决了人工按照顺序进行钻攻导致加工效率低的技术问题,实现了提高锚垫板钻攻效率的技术效果。
技术研发人员:王露云,王直平,任勇
受保护的技术使用者:成都点耀汽车配件有限公司
技术研发日:20221208
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!