内燃动车组端梁焊接用工装的制作方法
本技术涉及焊接工装,具体涉及一种内燃动车组端梁焊接用工装。
背景技术:
1、车架端梁构成内燃动车车体的一个重要组成部分,端梁结构较大,其结构主要通过上盖体和下盖体焊接组成。
2、成型端梁时,需要对端梁结构进行焊接组装,由于端梁的上盖体和下盖体厚度均比较薄,厚度大约为5mm左右,为增强整个端梁的强度,在构成的端梁的上盖体和下盖体内部均相应的设有多块沿上盖体和下盖体长度布置的加强板。
3、在焊接时,需要将加强板件焊接在上盖体以及下盖体的内侧壁内。
4、现有方式对上盖体和下盖体中的加强板焊接时,为直接将上盖体或下盖体内侧壁朝上放置进行自由焊接,但由于上盖体和下盖体厚度薄,在焊接冷却后,会发生较大的形变,甚至整体结构呈现弯曲状,焊接后的端梁变形严重,无法满足继续使用的需求。
5、本背景技术所公开的上述信息仅仅用于增加对本申请背景技术的理解,因此,其可能包括不构成本领域普通技术人员已知的现有技术。
技术实现思路
1、本实用新型针对现有技术中内燃动车端梁焊接过程中形变量大,无法满足实际生产使用需求的问题,本实用新型提出一种新型的内燃动车端梁用组焊工装,其能够在焊接上盖体和下盖体内部部件以及上盖体和下盖体焊接时均对其进行定位,避免了端梁焊接造成的形变,保证了焊接后的端梁的精度,满足了实际生产的使用需求。
2、为实现上述实用新型目的,本实用新型采用下述技术方案予以实现:
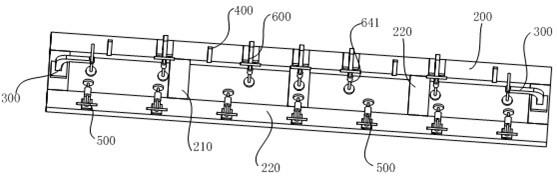
3、本实用新型提供一种内燃动车组端梁焊接用工装,端梁包括有上盖体和下盖体,所述内燃动车组端梁焊接用工装包括有:
4、端梁内部部件焊接工装,所述端梁内部部件焊接工装包括有:
5、第一承载基体,用以承载支撑上盖体或下盖体;
6、端部压紧部件,设置有2个,布置在所述第一承载基体的两端位置处,用以施加向下压紧力给布置在第一承载基体上的上盖体或下盖体;
7、第一承载支撑部,位于2个所述端部压紧部件之间,形成在所述第一承载基体上,沿第一承载基体长度方向设置多个,用以施加向上支撑力给放置在所述第一承载基体上的上盖体和下盖体;
8、第一限位件,布置在所述第一承载基体的一侧,沿第一承载基体的长度方向设置有多个;
9、第一侧顶紧部件,布置在所述第一承载基体的另一侧,设置多个,沿第一承载基体长度方向布置;
10、上下顶紧部件,设置有多个,设置在第一承载基体的一侧,沿第一承载基体长度方向布置,与所述第一限位件交替布置;
11、端梁整体焊接工装,所述端梁整体焊接工装包括有:
12、第二承载基体,用以承载支撑上盖体和下盖体;
13、第二限位件,布置在所述第二承载基体的一侧,沿第二承载基体的长度方向设置有多个;
14、第二侧顶紧部件,布置在所述第二承载基体的另一侧,设置多个,沿第二承载基体长度方向布置。
15、在本申请的一些实施例中,所述上下顶紧部件包括有:
16、支撑座;
17、弯折臂,设置在所述支撑座上,从支撑座上向靠近第一承载基体中心位置处弯折形成,在所述弯折臂上形成有螺纹锁紧件;
18、调节件,包括有:
19、主体,在所述主体上设置有螺纹旋拧段,所述主体端部设置有压紧部;
20、所述调节件通过所述螺纹旋拧段旋拧到所述螺纹锁紧件内,能够通过相对螺栓锁紧件旋转以带动所述压紧部上下移动。
21、在本申请的一些实施例中,所述压紧部为形成在所述主体端部的压紧盘,所述压紧盘具有顶紧面,所述顶紧面为平面。
22、在本申请的一些实施例中,第一侧顶紧部件包括有:
23、第一侧支撑座;
24、第一侧臂,设置在所述第一侧支撑座上,从第一侧支撑座上向上延伸形成,在所述第一侧臂上形成有螺纹旋拧件;
25、侧调节件,包括有:
26、主体杆,在所述主体杆上设置有外螺纹,所述主体杆一端设置有把手,另一端设置有顶紧部。
27、在本申请的一些实施例中,所述端部压紧部件和所述上下顶紧部件结构相同。
28、在本申请的一些实施例中,所述第一限位件为三角形的限位块,所述第二限位件和所述第一限位件结构相同。
29、在本申请的一些实施例中,所述第一承载基体包括有:
30、支撑基板,设置有2根,并行排列布置;
31、第一承载支撑部,横向设置在2根支撑基板之间,沿支撑基板的长度方向等间距布置,所述第一限位件,第一侧顶紧部件对称布置在2根支撑基板上。
32、在本申请的一些实施例中,所述第二承载基体和所述第一承载基体结构相同。
33、在本申请的一些实施例中,第二侧顶紧部件包括有:
34、第二侧支撑座;
35、设置在第二侧支撑座上的第二侧支撑杆,在所述第二侧支撑杆上设置有第二螺纹旋拧件,在所述第二螺纹旋拧件内设置有第二调节件,第二调节件旋拧在第二螺纹旋拧件内,在第二调节件的端部设置有顶设盘。
36、在本申请的一些实施例中,第一侧顶紧部件和所述上下顶紧部件均为顶紧气缸。
37、与现有技术相比,本实用新型的优点和积极效果是:
38、本实用新型中设置的端梁焊接的工装,结构由两部分构成,端梁内部部件焊接工装以及端梁整体焊接工装,通过端梁内部部件焊接工装的第一侧顶紧部件、第一限位件、端部压紧部件和上下顶紧部件可对上盖体的两侧,两端以及上下方向进行压紧定位,保证了在对上盖体或下盖体中的加强筋板等内部部件焊接过程中上盖体或下盖体不会变形;
39、通过端梁整体焊接工装中的第二侧顶紧部件和第二限位件的配合可对上盖体和下盖体进行定位固定,以控制上盖体和下盖体对接焊缝的焊接过程中变形,通过2个工装配合使用,保证了组装的整个端梁的焊接精度。
40、结合附图阅读本实用新型的具体实施方式后,本实用新型的其他特点和优点将变得更加清楚。
技术特征:
1.一种内燃动车组端梁焊接用工装,端梁包括有上盖体和下盖体,其特征在于,所述内燃动车组端梁焊接用工装包括有:
2.根据权利要求1所述的内燃动车组端梁焊接用工装,其特征在于,
3.根据权利要求2所述的内燃动车组端梁焊接用工装,其特征在于,
4.根据权利要求1所述的内燃动车组端梁焊接用工装,其特征在于,
5.根据权利要求2所述的内燃动车组端梁焊接用工装,其特征在于,所述端部压紧部件和所述上下顶紧部件结构相同。
6.根据权利要求2所述的内燃动车组端梁焊接用工装,其特征在于,
7.根据权利要求2所述的内燃动车组端梁焊接用工装,其特征在于,所述第一承载基体包括有:
8.根据权利要求2所述的内燃动车组端梁焊接用工装,其特征在于,所述第二承载基体和所述第一承载基体结构相同。
9.根据权利要求2所述的内燃动车组端梁焊接用工装,其特征在于,第二侧顶紧部件包括有:
10.根据权利要求2所述的内燃动车组端梁焊接用工装,其特征在于,第一侧顶紧部件和所述上下顶紧部件均为顶紧气缸。
技术总结
本技术提出一种内燃动车组端梁焊接用工装,包括有:端梁内部部件焊接工装,包括有:第一承载基体;端部压紧部件,设置有2个,布置在第一承载基体的两端位置处;第一承载支撑部,位于2个端部压紧部件之间,形成在第一承载基体上;第一限位件,布置在第一支撑集体的一侧;第一侧顶紧部件,布置在第一承载基体的另一侧;上下顶紧部件,设置有多个,设置在第一承载基体的一侧,沿第一承载基体长度方向布置;端梁整体焊接工装,包括有:第二承载基体;第二限位件,布置在第二支撑集体的一侧;第二侧顶紧部件,布置在第二承载基体的另一侧。通过本技术解决了现有技术中内燃动车组端梁焊接过程中形变量大,无法满足实际生产使用需求的问题。
技术研发人员:靳庆稳,樊庆仰,曲传彬,周雷,徐怀宇
受保护的技术使用者:青岛中车四方轨道车辆有限公司
技术研发日:20221208
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!