锻件切边凹模的刃口结构及锻件切边模具的制作方法
本技术属于锻件加工工装领域,特别是涉及一种锻件切边凹模的刃口结构及锻件切边模具。
背景技术:
1、随着精密锻造技术的发展,对锻件切边质量及外观商品性都有了较高要求,若切边工序处理不当会造成飞边过切或残留、毛刺增大及本体局部异常变形等锻件缺陷。尤其是一些精密锻件对切边带有更高的特殊质量要求,例如近净成形前轴锻件要求弹簧座上、下平面直接校平勿需后续机械加工,且上平面探伤无磁痕显示,只有该处切边光亮带达到95%以上才能满足此要求,因此锻件切边质量尤为重要。而凸模、凹模是构成锻件切边模具的主要部件,通过凸模、凹模相对运动实现切边,锻件的切边工序以凹模刃口为基准进行设计,刃口的性能决定了切边质量和模具寿命。
2、目前,凹模的刃口与凹模的本体为同材质整体结构,刃口与凹模本体为同材质造成刃口材质偏软,不耐磨;刃口为直角切刃不够锋利,切边抗力大。锻件易出现切边质量缺陷,切边质量不能持续稳定,凹模刃口寿命低,难以满足高质量切边需求。
3、因此,改善刃口结构设计是亟需解决的技术问题。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种锻件切边凹模的刃口结构及锻件切边模具,用于解决现有技术中切边质量持续稳定性差、凹模刃口寿命低等问题。
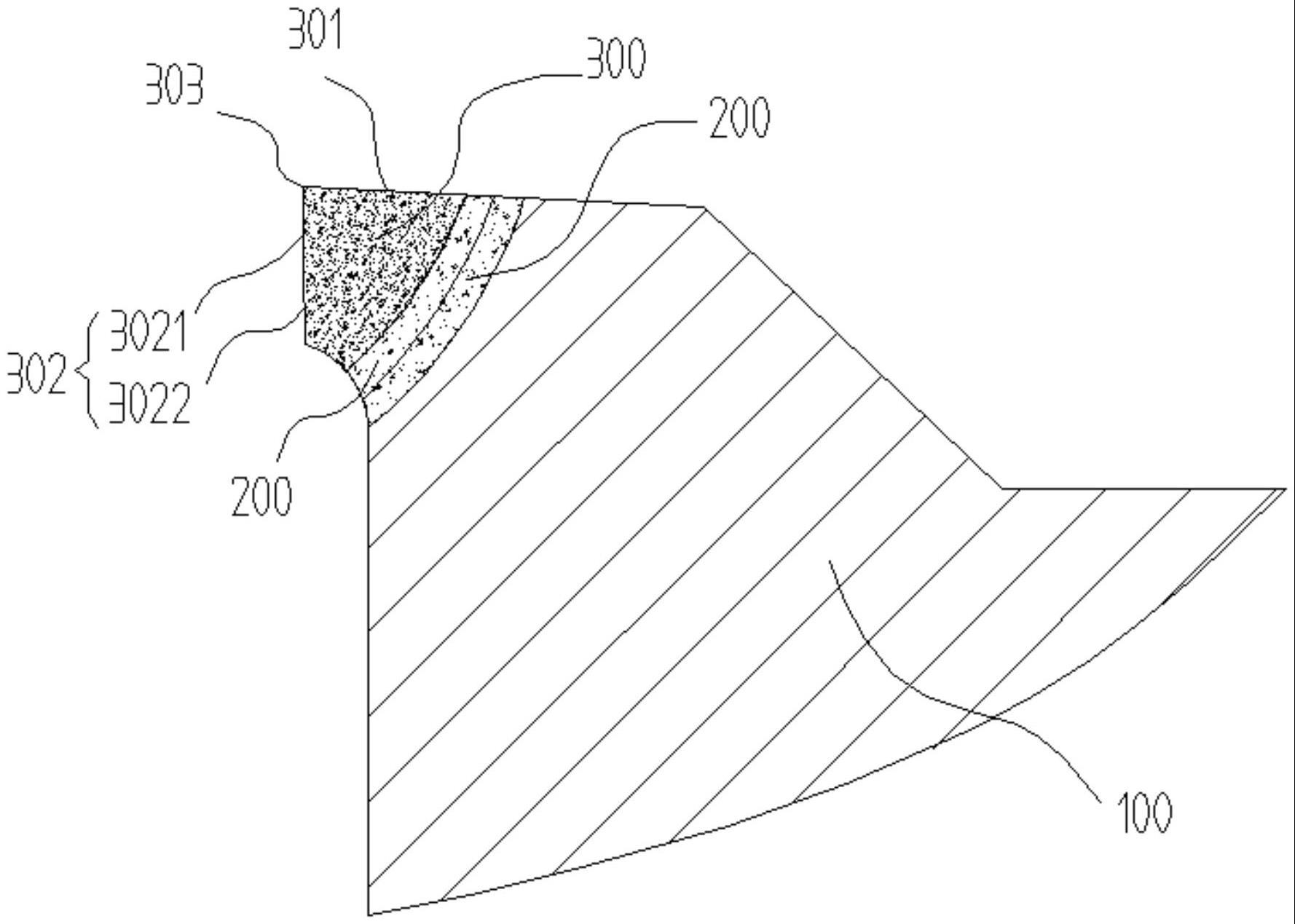
2、为实现上述目的及其他相关目的,本实用新型提供一种锻件切边凹模的刃口结构,包括凹模本体,所述凹模本体上堆焊有过渡层,所述过渡层上堆焊有刃口,所述刃口包括前刀面和后刀面,所述前刀面和所述后刀面相交形成锐角切刃。
3、可选的,所述前刀面与分模面形成的夹角为刃口前角,所述刃口前角的角度为2°~7°。
4、可选的,所述后刀面包括直段面和斜段面,所述直段面沿分模面的法向设置,所述直段面的上端与所述前刀面相交形成所述锐角切刃,所述直段面的下端与所述斜段面相交。
5、可选的,所述斜段面与切边方向形成的夹角为刃口后角,所述刃口后角的角度为2°~7°。
6、可选的,所述后刀面沿所述分模面的法向的长度为h,所述直段面沿所述分模面的法向的长度为1/3h~2/5h。
7、可选的,所述后刀面沿所述分模面的法向的长度h的数值为5mm~8mm。
8、可选的,所述凹模本体上设有与所述过渡层连接的圆弧形焊接坡口,所述过渡层上设有与所述刃口连接的圆弧形焊接坡口。
9、可选的,所述过渡层的数量至少为一层;当所述过渡层的数量大于或等于两层时,多层过渡层分层设置,并层叠焊接相连成一体。
10、可选的,所述凹模本体的材料为中碳合金钢或热作模具钢,所述过渡层为合金焊条,所述刃口的材料为镍基合金或钴基合金。
11、为实现上述目的及其他相关目的,本实用新型还提供一种锻件切边模具,包括如上所述的锻件切边凹模的刃口结构。
12、如上所述,本实用新型的锻件切边凹模的刃口结构及锻件切边模具,至少具有以下有益效果:在凹模本体上堆焊过渡层和刃口,以便根据需求选择刃口和过渡层的材料,确保刃口性能,采用分层堆焊有利于增加刃口的强度和高温红硬性,并且刃口的前刀面和后刀面相交形成锐角切刃,减小切边抗力,能够大幅提升切边光亮带占比,确保切边质量持续稳定,延长凹模刃口寿命。
技术特征:
1.一种锻件切边凹模的刃口结构,包括凹模本体,其特征在于:所述凹模本体上堆焊有过渡层,所述过渡层上堆焊有刃口,所述刃口包括前刀面和后刀面,所述前刀面和所述后刀面相交形成锐角切刃。
2.根据权利要求1所述的锻件切边凹模的刃口结构,其特征在于:所述前刀面与分模面形成的夹角为刃口前角,所述刃口前角的角度为2°~7°。
3.根据权利要求1所述的锻件切边凹模的刃口结构,其特征在于:所述后刀面包括直段面和斜段面,所述直段面沿分模面的法向设置,所述直段面的上端与所述前刀面相交形成所述锐角切刃,所述直段面的下端与所述斜段面相交。
4.根据权利要求3所述的锻件切边凹模的刃口结构,其特征在于:所述斜段面与切边方向形成的夹角为刃口后角,所述刃口后角的角度为2°~7°。
5.根据权利要求3所述的锻件切边凹模的刃口结构,其特征在于:所述后刀面沿所述分模面的法向的长度为h,所述直段面沿所述分模面的法向的长度为1/3h~2/5h。
6.根据权利要求5所述的锻件切边凹模的刃口结构,其特征在于:所述后刀面沿所述分模面的法向的长度h的数值为5mm~8mm。
7.根据权利要求1所述的锻件切边凹模的刃口结构,其特征在于:所述凹模本体上设有与所述过渡层连接的圆弧形焊接坡口,所述过渡层上设有与所述刃口连接的圆弧形焊接坡口。
8.根据权利要求1至7任一项所述的锻件切边凹模的刃口结构,其特征在于:所述过渡层的数量至少为一层,当所述过渡层的数量大于或等于两层时,多层过渡层分层设置,并层叠焊接相连成一体。
9.根据权利要求1至7任一项所述的锻件切边凹模的刃口结构,其特征在于:所述凹模本体的材料为中碳合金钢或热作模具钢,所述过渡层为合金焊条,所述刃口的材料为镍基合金或钴基合金。
10.一种锻件切边模具,其特征在于:包括如权利要求1至9任一项所述的锻件切边凹模的刃口结构。
技术总结
本技术属于锻件加工工装领域,特别是涉及一种锻件切边凹模的刃口结构及锻件切边模具。该锻件切边凹模的刃口结构,包括凹模本体,所述凹模本体上堆焊有过渡层,所述过渡层上堆焊有刃口,所述刃口包括前刀面和后刀面,所述前刀面和所述后刀面相交形成锐角切刃。至少具有以下有益效果:在凹模本体上堆焊过渡层和刃口,以便根据需求选择刃口和过渡层的材料,确保刃口性能,采用分层堆焊有利于增加刃口的强度和高温红硬性,并且刃口的前刀面和后刀面相交形成锐角切刃,减小切边抗力,确保切边质量持续稳定,延长凹模刃口寿命。
技术研发人员:汪小桃,刘照明,张斌
受保护的技术使用者:庆铃汽车(集团)有限公司
技术研发日:20221208
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!