一种甩尾定位结构的制作方法
本技术涉及镀锌条加工,尤其涉及一种甩尾定位结构。
背景技术:
1、目前在镀锌处理线上,开卷的甩尾定位都是通过传动对钢卷直径的计算进行甩尾定位的,由于传动的计算卷径和初始钢卷的卷径都不是一个精确的值,导致甩尾定位会存在偏差,导致无法准确控制甩尾后切除的废料,为了保证甩尾不会跑飞切除的废料长度比控制值都要多,浪费废料较多,成材率低。
2、现有的技术中,在使用中虽然可以对镀锌条进行一定的切割效果,但存在的缺陷是:现有的镀锌条甩尾装置缺少光栅传感器测定距离。导致装置无法准确切除废料,影响镀锌条的加工效果,鉴于此,我们提出了一种甩尾定位结构,解决了上述问题。
技术实现思路
1、本实用新型的目的是针对背景技术中存在的问题,提出一种甩尾定位结构。
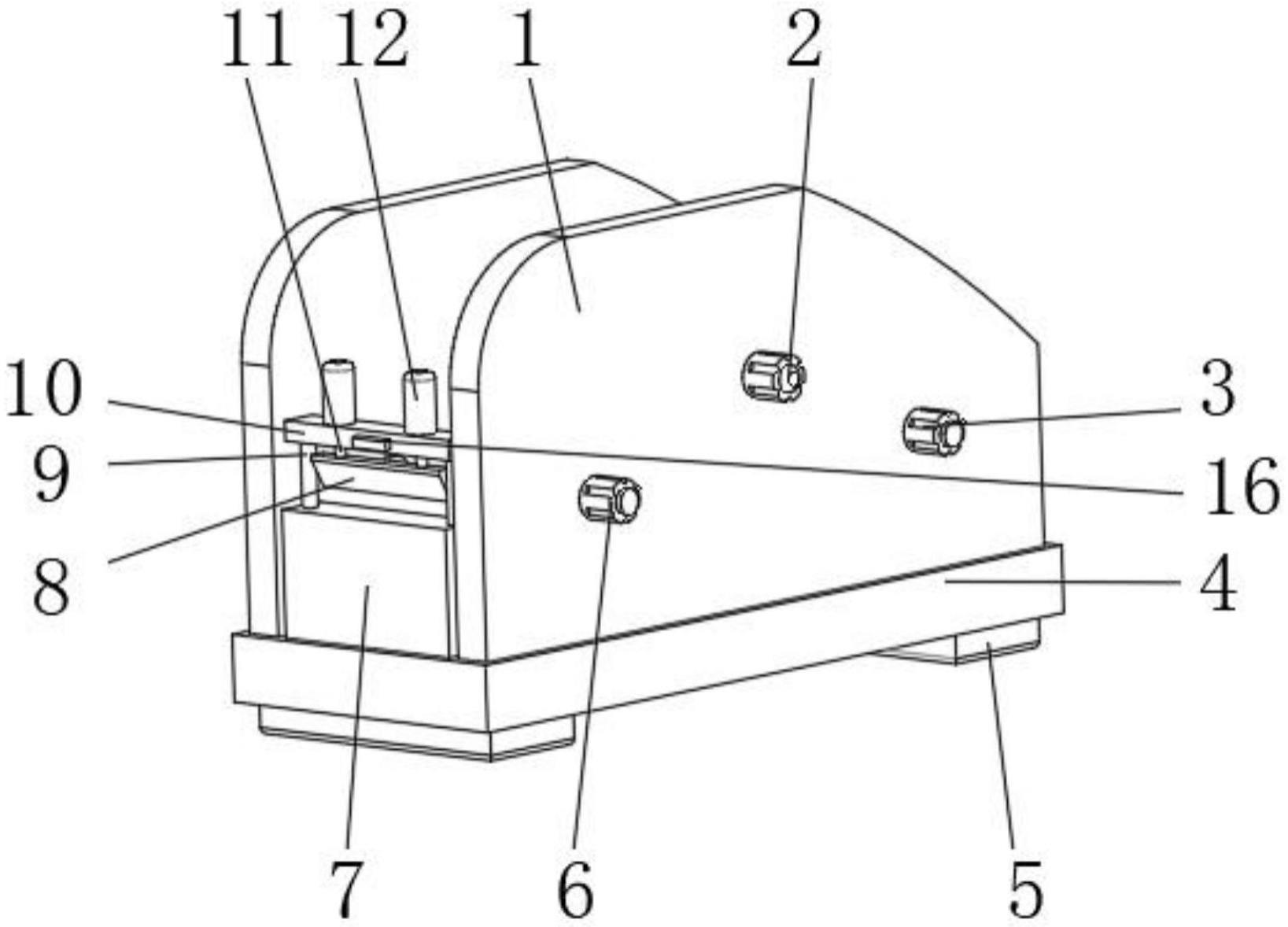
2、本实用新型的技术方案:一种甩尾定位结构,包括安装板、底板、安装块和顶板,所述底板上端设置有安装板,所述安装板一侧设置有第一电机,所述第一电机一侧设置有第二电机,所述第二电机一侧设置有第三电机,所述底板一侧上端设置有安装块,所述安装块上端设置有顶板,所述顶板一侧固定安装有光栅传感器。
3、使用本方案中一种甩尾定位结构时,将需要加工的镀锌条缠绕在第一滚筒、第二滚筒和第三滚筒之间,镀锌条向一侧伸出,当甩尾的时候,多出来的镀锌条会由光栅传感器测得长度,随后可以传递信息给控制端控制液压缸驱动切刀对镀锌条实现快速的切割效果。
4、优选的,所述安装板之间转动安装有第一滚筒,所述第一滚筒与所述第一电机
5、相适配,通过第一电机可以驱动第一滚筒转动,实现钢条的转动输送效果。优选的,所述安装板之间转动安装有第二滚筒,所述第二滚筒与所述第二电机
6、相适配,通过第二电机可以驱动第二滚筒转动,实现钢条的转动输送效果。优选的,所述安装板之间转动安装有第三滚筒,所述第三滚筒与所述第三电机
7、相适配,通过第三电机可以驱动第三滚筒转动,实现钢条的转动输送效果。优选的,所述顶板与所述安装块之间固定有支架,所述顶板上端设置有液压缸,
8、所述液压缸下端设置有液压杆,所述液压杆下端固定安装有切刀,通过光栅传感器可以感应钢条甩尾的长度,直接控制后端驱动液压缸带动切刀向下运动,实现对钢条尾部的快速切割。
9、优选的,所述底板下端两侧固定安装有底座,通过底座的设置可以增加装置的稳定性。
10、与现有技术相比,本实用新型具有如下有益的技术效果:
11、本装置可以利用光栅传感器对镀锌条甩尾部分进行测定,随后可以传输信号给后端控制液压缸驱动切刀对镀锌条进行甩尾切割。
技术特征:
1.一种甩尾定位结构,包括安装板(1)、底板(4)、安装块(7)和顶板(10),其特征在于:所述底板(4)上端设置有安装板(1),所述安装板(1)一侧设置有第一电机(3),所述第一电机(3)一侧设置有第二电机(2),所述第二电机(2)一侧设置有第三电机(6),所述底板(4)一侧上端设置有安装块(7),所述安装块(7)上端设置有顶板(10),所述顶板(10)一侧固定安装有光栅传感器(16)。
2.根据权利要求1所述的一种甩尾定位结构,其特征在于:所述安装板(1)之间转动安装有第一滚筒(15),所述第一滚筒(15)与所述第一电机(3)相适配。
3.根据权利要求1所述的一种甩尾定位结构,其特征在于:所述安装板(1)之间转动安装有第二滚筒(14),所述第二滚筒(14)与所述第二电机(2)相适配。
4.根据权利要求1所述的一种甩尾定位结构,其特征在于:所述安装板(1)之间转动安装有第三滚筒(13),所述第三滚筒(13)与所述第三电机(6)相适配。
5.根据权利要求1所述的一种甩尾定位结构,其特征在于:所述顶板(10)与所述安装块(7)之间固定有支架(9),所述顶板(10)上端设置有液压缸(12),所述液压缸(12)下端设置有液压杆(11),所述液压杆(11)下端固定安装有切刀(8)。
6.根据权利要求1所述的一种甩尾定位结构,其特征在于:所述底板(4)下端两侧固定安装有底座(5)。
技术总结
本技术涉及镀锌条加工技术领域,尤其涉及一种甩尾定位结构,包括安装板、底板、安装块和顶板,所述底板上端设置有安装板,所述安装板一侧设置有第一电机,所述第一电机一侧设置有第二电机,所述第二电机一侧设置有第三电机,所述底板一侧上端设置有安装块,所述安装块上端设置有顶板,所述顶板一侧固定安装有光栅传感器。本技术具有甩尾距离测定的功能,解决了现有的镀锌条甩尾装置缺少光栅传感器测定距离的问题。导致装置无法准确切除废料,影响镀锌条的加工效果。
技术研发人员:冼键明,张利刚,黄平
受保护的技术使用者:鞍钢广州汽车钢有限公司
技术研发日:20221209
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!