一种热轧薄板带钢生产在线调整装置的制作方法
本技术涉及热轧薄板生产,特别是一种热轧薄板带钢生产在线调整装置。
背景技术:
1、带钢在生产后期需进行绕卷等操作,防止带钢跑偏并保证快速稳定移动,通常采用对中装置,达到带钢宽度尺寸范围;现有的对中装置是通过两侧的夹板对向移动,对经过的带钢进行对中操作,该操作需带钢停下再进行对中操作,(若边移动边对中,则夹板与带钢之间具有较大的摩擦力,带钢受到的阻力较大,不符合实际生产需求);现有对中装置具有以下缺陷;1、带钢在移动的同时不便于对中操作,需停止带钢的移动才能进行,影响传输效率。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种热轧薄板带钢生产在线调整装置;
2、为了实现上述目的,本实用新型采用以下技术方案;包括辊道侧板和带钢本体,其特征在于,所述辊道侧板一侧安装有自动纠偏机构,所述辊道侧板上端安装有挤压限位机构;
3、所述自动纠偏机构包括旋转电机、承载辊、调整管、限位盘和调节组件;旋转电机安装在辊道侧板上,所述旋转电机转动带动调节组件、承载辊和调整管同步转动,所述调节组件带动调整管与承载辊相对转动并驱动限位盘背向移动或对向移动,所述带钢本体位于限位盘一侧;
4、所述挤压限位机构包括直线电机和压辊,所述直线电机伸缩带动压辊在竖直方向移动。
5、进一步的,所述调节组件包括安装在辊道侧板两侧的轴承一,承载辊安装在轴承一内圈,承载辊两端安装有轴承二,调整管安装在轴承二内圈,所述承载辊两端安装有实心块,实心块与承载辊滑动连接,所述调整管外表面设有外螺纹,外螺纹与实心块螺纹连接;所述承载辊表面开有矩形孔,实心块外表面安装有连接块,限位盘内圈与连接块固定连接;所述承载辊一端安装有步进电机,步进电机旋转与调整管固定连接;所述承载辊一端安装有齿轮一,旋转电机旋转端安装有与齿轮一啮合的齿轮二。
6、进一步的,所述挤压限位机构还包括安装在直线电机伸缩端的连接架,直线电机安装在辊道侧板上端,所述连接架下表面两侧安装有连接杆,连接杆下端安装有轴承三,压辊两端安装在轴承三内圈。
7、进一步的,所述承载辊与压辊处于错位放置的状态,带钢本体穿过承载辊与压辊之间的缝隙。
8、进一步的,所述步进电机一侧安装有蓄电池。
9、与现有技术相比,本技术方案具有以下有益效果:将调节组件设在承载辊的内部,通过调节组件的工作,在承载辊对带钢本体运输的同时,可对其进行对中操作,避免停止带钢的移动,有效提高传输效率;
10、通过调节组件与挤压限位机构的作用使带钢能够更加稳定的移动;
11、调节组件在限位的同时还能够对不同宽度的带钢进行在线调节,实现对不同宽度的带钢定位的目的。
技术特征:
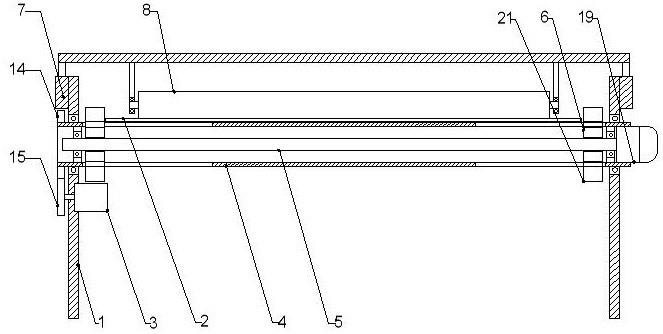
1.一种热轧薄板带钢生产在线调整装置,包括辊道侧板(1)和带钢本体(2),其特征在于,所述辊道侧板(1)一侧安装有自动纠偏机构,所述辊道侧板(1)上端安装有挤压限位机构;
2.根据权利要求1所述的一种热轧薄板带钢生产在线调整装置,其特征在于,所述调节组件(6)包括安装在辊道侧板(1)两侧的轴承一(9),承载辊(4)安装在轴承一(9)内圈,承载辊(4)两端安装有轴承二(10),调整管(5)安装在轴承二(10)内圈,所述承载辊(4)两端安装有实心块(11),实心块(11)与承载辊(4)滑动连接,所述调整管(5)外表面设有外螺纹(12),外螺纹(12)与实心块(11)螺纹连接;所述承载辊(4)表面开有矩形孔,实心块(11)外表面安装有连接块(20),限位盘(21)内圈与连接块(20)固定连接;所述承载辊(4)一端安装有步进电机(13),步进电机(13)旋转与调整管(5)固定连接;所述承载辊(4)一端安装有齿轮一(14),旋转电机(3)旋转端安装有与齿轮一(14)啮合的齿轮二(15)。
3.根据权利要求2所述的一种热轧薄板带钢生产在线调整装置,其特征在于,所述挤压限位机构还包括安装在直线电机(7)伸缩端的连接架(16),直线电机(7)安装在辊道侧板(1)上端,所述连接架(16)下表面两侧安装有连接杆(17),连接杆(17)下端安装有轴承三(18),压辊(8)两端安装在轴承三(18)内圈。
4.根据权利要求3所述的一种热轧薄板带钢生产在线调整装置,其特征在于,所述承载辊(4)与压辊(8)处于错位放置的状态,带钢本体(2)穿过承载辊(4)与压辊(8)之间的缝隙。
5.根据权利要求2所述的一种热轧薄板带钢生产在线调整装置,其特征在于,所述步进电机(13)一侧安装有蓄电池(19)。
技术总结
本技术公开了一种热轧薄板带钢生产在线调整装置,包括辊道侧板和带钢本体,辊道侧板一侧安装有自动纠偏机构,辊道侧板上端安装有挤压限位机构;自动纠偏机构包括旋转电机、承载辊、调整管、限位盘和调节组件;所述旋转电机转动带动调节组件、承载辊和调整管同步转动,调节组件带动调整管与承载辊相对转动并驱动限位盘背向移动或对向移动。本技术的有益效果为,将调节组件设在承载辊的内部,通过调节组件的工作,在承载辊对带钢本体运输的同时,可对其进行对中操作,避免停止带钢的移动,有效提高传输效率;调节组件在限位的同时还能够对不同宽度的带钢进行在线调节,实现对不同宽度的带钢定位的目的。
技术研发人员:肖海银,覃克辉,徐年青,宋增亮,叶强
受保护的技术使用者:河北宇为汽车配件有限公司
技术研发日:20221210
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!