一种自动化底圈翻边机的制作方法
本技术属于翻边设备,更具体地说,特别涉及一种自动化底圈翻边机。
背景技术:
1、目前在灭火器筒体的加工过程中,一般会用到卷边机对灭火器筒体底部进行卷边处理。例如申请号:cn201921735921.7中公开的一种底圈翻边机,属于钣金加工技术领域,以解决现有的卷边机在翻边的过程中容易导致工件外圆面产生变形造成工件质量问题甚至报废,严重影响工件质量和良品率的问题,包括卷边机主体;所述卷边机主体的底模上左侧滑动连接有一组所述左模块;所述卷边机主体的左右两侧均设置有一组所述开合液压缸;两组所述开合液压缸的活塞杆分别与所述右模块与所述左模块固定连接。该装置通过增加了左右模块,对工件的外圆面进行压紧,防止工件在卷边的过程中外圆面产生变形,压紧效果好,提高了工件的加工质量,提高工件的良品率,同时在使用中可以根据加工需要更换模套以适应不同直径的零件加工,具有更强的适应性。
2、上述专利中的翻边机虽然能够通过两个开合液压缸驱动左模块和右模块将工件进行压紧,实现对工件的自动夹持,但是上述翻边机在夹持工件时,需要使用两个开合液压缸,从而增加了成本以及能源的损耗,其次,上述翻边机在更换模套时,由于模套通过多个紧固件紧固在右模块和左模块的内侧,从而当需要更换不同口径的模套时,费时费力,不够便捷,从而不利于翻边机的高效运作。
3、于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种自动化底圈翻边机,以期达到更具有更加实用价值性的目的。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种自动化底圈翻边机,以解决现有的翻边机在夹持工件时,需要使用两个开合液压缸,从而增加了成本以及能源的损耗,其次,现有的翻边机上的模套在拆卸更换时费时费力,不够便捷的问题。
2、本实用新型一种自动化底圈翻边机的目的与功效,由以下具体技术手段所达成:
3、一种自动化底圈翻边机,包括卷边机主体;所述卷边机主体上部安装有底模,且底模上通过滑轨滑动连接左模块和右模块;所述左模块和右模块相对面中部均开设有矩形缺口,且左模块和右模块上的矩形缺口内均滑动连接有一个模套;所述底模左端面安装有开合液压缸,且开合液压缸的伸缩杆右端与左模块左端面固定连接;所述左模块和右模块后侧之间设有同步组件,且左模块和右模块上端面相背侧均安装有一组锁止组件。
4、进一步的,所述左模块和右模块上的矩形缺口内侧均开设有四个t型滑槽,且t型滑槽深度占左模块厚度的五分之四,并且左模块的厚度和右模块的厚度相等。
5、进一步的,所述模套前后两侧面均设有两个t型滑条,且模套夹持面开设有弧形夹口,所述模套的另一侧面呈前后对称状开设有两个矩形插孔。
6、进一步的,当所述模套安装至左模块上的矩形缺口内部时模套上的t型滑条与左模块上矩形缺口内侧的t型滑槽滑动连接,且模套厚度为左模块厚度的两倍。
7、进一步的,所述同步组件包括l型固定块、固定条、同步齿条和同步齿轮,所述l型固定块固定连接在左模块上端面后侧,所述固定条固定连接在右模块上端面后侧,且固定条与同步齿条上均固定安装有一根同步齿条;所述同步齿轮通过转轴转动连接在底模上端面后侧,两根同步齿条均与同步齿轮啮合。
8、进一步的,所述锁止组件包括锁止壳体、锁止滑块、拉动杆、同步杆件、转动杆、l型限位块和插接条,左右两组所述锁止组件中的锁止壳体分别固定连接在左模块和右模块上端面,且每组锁止组件中的锁止壳体的数量均为两个,每个锁止壳体内部滑动连接有一个锁止滑块,且每个锁止滑块头端均设有贯穿锁止壳体头部的插接条;每个所述锁止滑块尾端均设有贯穿锁止壳体尾部的拉动杆,且每根拉动杆外部位于锁止壳体内部均套接有弹簧,每组所述锁止组件中的两根拉动杆尾端均固定连接有同步杆件;后侧所述锁止滑块上端面转动连接有转动杆,后侧锁止壳体上端面设有l型限位块。
9、进一步的,当所述锁止组件处于锁止限位状态时,插接条头端与矩形插孔插接。
10、进一步的,所述插接条头端上部棱角设为倒角。
11、与现有技术相比,本实用新型具有如下有益效果:
12、1、通过同步组件的设置,能够在夹持工件时,只需通过控制开合液压缸的伸缩杆向右伸出运动,从而带着左模块向右移动,在左模块向右移动的同时,通过同步组件带着右模块同步向左移动,从而能够使两个模套同时向相对方向移动,然后通过两个模套上的弧形夹口将工件夹持住,且整个夹持过程中,由于只需采用一个开合液压缸即可完成夹持操作,从而有效降低了成本以及能源的损耗。
13、2、通过锁止组件的设置,当需要更换不同口径的模套时,只需将转动杆向上转动,然后将同步杆件向尾端拉动,从而带着两根拉动杆、两个锁止滑块和两个插接条同时向尾端移动,从而使两个插接条从模套上的两个矩形插孔内部拔出,然后将模套向上取出更换即可,从而当需要更换不同口径的模套时,省时省力,更加便捷,从而更利于本翻边机的高效运作。
技术特征:
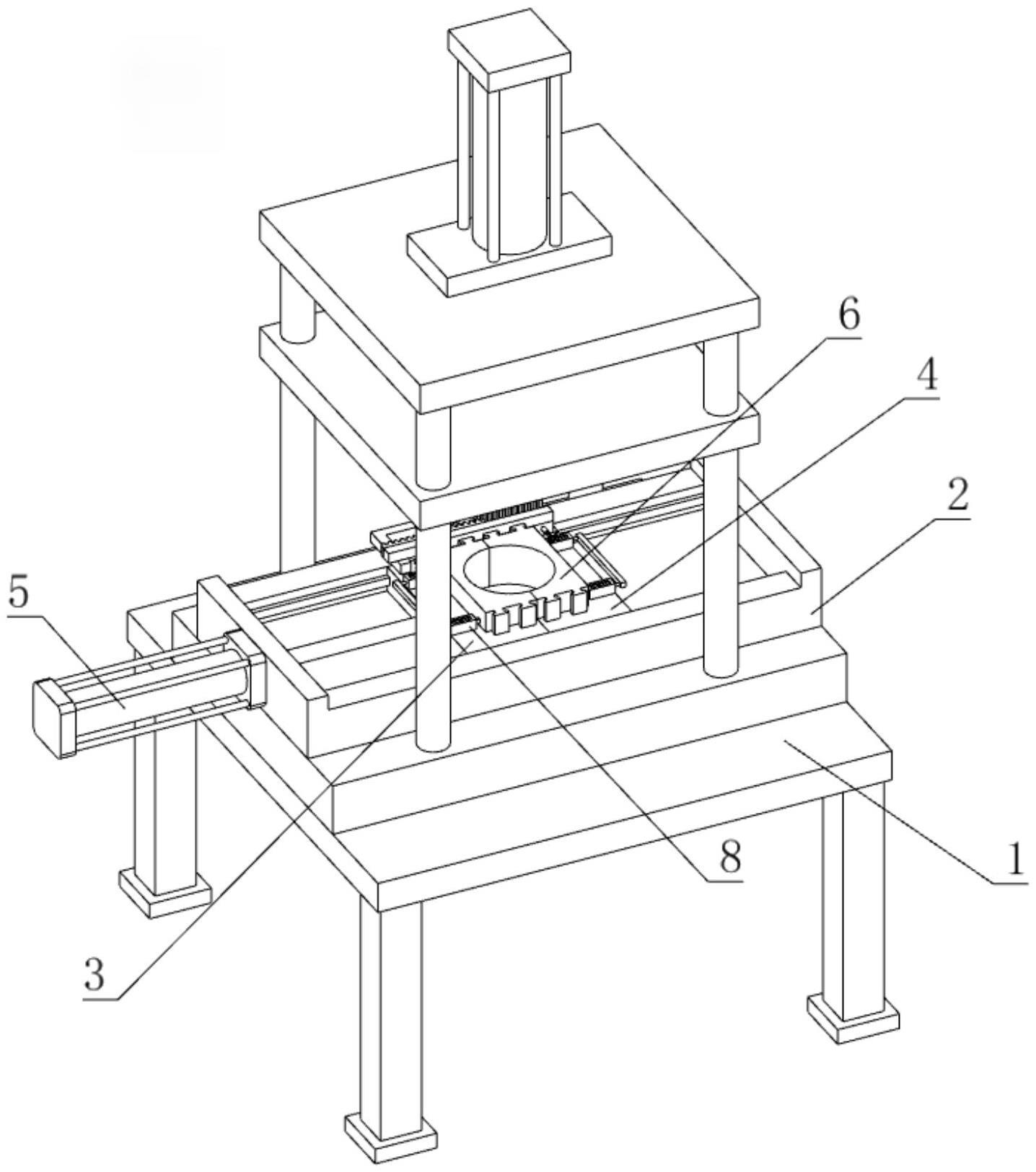
1.一种自动化底圈翻边机,其特征在于,包括:卷边机主体(1);所述卷边机主体(1)上部安装有底模(2),且底模(2)上通过滑轨滑动连接左模块(3)和右模块(4);所述左模块(3)和右模块(4)相对面中部均开设有矩形缺口,且左模块(3)和右模块(4)上的矩形缺口内均滑动连接有一个模套(6);所述底模(2)左端面安装有开合液压缸(5),且开合液压缸(5)的伸缩杆右端与左模块(3)左端面固定连接;所述左模块(3)和右模块(4)后侧之间设有同步组件(7),且左模块(3)和右模块(4)上端面相背侧均安装有一组锁止组件(8)。
2.如权利要求1所述一种自动化底圈翻边机,其特征在于:所述左模块(3)和右模块(4)上的矩形缺口内侧均开设有四个t型滑槽,且t型滑槽深度占左模块(3)厚度的五分之四,并且左模块(3)的厚度和右模块(4)的厚度相等。
3.如权利要求2所述一种自动化底圈翻边机,其特征在于:所述模套(6)前后两侧面均设有两个t型滑条,且模套(6)夹持面开设有弧形夹口(601),所述模套(6)的另一侧面呈前后对称状开设有两个矩形插孔(602)。
4.如权利要求3所述一种自动化底圈翻边机,其特征在于:当所述模套(6)安装至左模块(3)上的矩形缺口内部时模套(6)上的t型滑条与左模块(3)上矩形缺口内侧的t型滑槽滑动连接,且模套(6)厚度为左模块(3)厚度的两倍。
5.如权利要求1所述一种自动化底圈翻边机,其特征在于:所述同步组件(7)包括l型固定块(701)、固定条(702)、同步齿条(703)和同步齿轮(704),所述l型固定块(701)固定连接在左模块(3)上端面后侧,所述固定条(702)固定连接在右模块(4)上端面后侧,且固定条(702)与同步齿条(703)上均固定安装有一根同步齿条(703);所述同步齿轮(704)通过转轴转动连接在底模(2)上端面后侧,两根同步齿条(703)均与同步齿轮(704)啮合。
6.如权利要求3所述一种自动化底圈翻边机,其特征在于:所述锁止组件(8)包括锁止壳体(801)、锁止滑块(802)、拉动杆(803)、同步杆件(804)、转动杆(805)、l型限位块(806)和插接条(807),左右两组所述锁止组件(8)中的锁止壳体(801)分别固定连接在左模块(3)和右模块(4)上端面,且每组锁止组件(8)中的锁止壳体(801)的数量均为两个,每个锁止壳体(801)内部滑动连接有一个锁止滑块(802),且每个锁止滑块(802)头端均设有贯穿锁止壳体(801)头部的插接条(807);每个所述锁止滑块(802)尾端均设有贯穿锁止壳体(801)尾部的拉动杆(803),且每根拉动杆(803)外部位于锁止壳体(801)内部均套接有弹簧,每组所述锁止组件(8)中的两根拉动杆(803)尾端均固定连接有同步杆件(804);后侧所述锁止滑块(802)上端面转动连接有转动杆(805),后侧锁止壳体(801)上端面设有l型限位块(806)。
7.如权利要求6所述一种自动化底圈翻边机,其特征在于:当所述锁止组件(8)处于锁止限位状态时,插接条(807)头端与矩形插孔(602)插接。
8.如权利要求6所述一种自动化底圈翻边机,其特征在于:所述插接条(807)头端上部棱角设为倒角。
技术总结
本技术提供一种自动化底圈翻边机,涉及翻边设备技术领域,以解决现有的翻边机在夹持工件时,需要使用两个开合液压缸,从而增加了成本以及能源的损耗,其次,现有的翻边机上的模套在拆卸更换时费时费力,不够便捷的问题,包括卷边机主体;所述卷边机主体上部安装有底模,且底模上通过滑轨滑动连接左模块和右模块;所述左模块和右模块相对面中部均开设有矩形缺口;通过同步组件的设置,能够在夹持工件时,只需采用一个开合液压缸即可完成夹持操作,从而有效降低了成本以及能源的损耗,通过锁止组件的设置,能够在更换不同口径的模套时,省时省力,更加便捷,从而更利于本翻边机的高效运作。
技术研发人员:缪渭生
受保护的技术使用者:江山市蓝云天环保科技有限公司
技术研发日:20221209
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!