一种改进的多工位成型模的制作方法
本技术涉及链板生产加工设备,尤其涉及一种改进的多工位成型模。
背景技术:
1、梯级链的链板在生产加工时需要通过两付模具进行冲头切孔模(一冲)加工和连续冲孔模(二冲)加工,在进行加工过程中一冲后需要转运物料在另一个冲床上进行二冲孔加工操作,在使用时需要两台冲床设备进行加工才能够完成,加工时的效率比较低,在进行不同冲床上的加工时需要进行二次定位,在进行冲孔加工时会产生偏差,加工过程中容易产生偏孔,并且孔内光亮带也会产生偏差,影响链板安装时内孔的质量,在使用过程中的安全性相对较差,加工成本也相对较高,链条后期在使用过程中的耐用性也相对较差。
技术实现思路
1、本实用新型的目的是提供一种改进的多工位成型模,它采用全新的结构设计,通过自动送料和进料定位滚轮实现了链板加工时的精准输送配合,保障在送料过程中的位置精度更高,输送到加工位置时的精度更好,不需要人工进行辅助操作,保障了上料时的效率,在整体加工时将本成型模具放置在一个冲床上即可完成全部加工,能够保障不同冲孔模具加工时的加工精度,不仅提高了整体的加工效率,同时也能保障加工时的产品质量。
2、本实用新型的技术方案如下:
3、一种改进的多工位成型模,其特征在于:包括自动送料机,所述自动送料机的上端为上料输送带,所述自动送料机的右侧配合模具主体支撑座进行配合使用,所述模具主体支撑座的上端位于所述上料输送带的右侧位置设有左右为圆弧形的切头加工组件,所述切头加工组件的左右两侧为圆弧形刀头结构,所述切头加工组件的右侧安装配合有一冲冲孔模具,所述一冲冲孔模具的后侧设有平行的二冲冲孔模具,所述一冲冲孔模具和所述二冲冲孔模具的底座均放置在所述模具主体支撑座上的上端,所述一冲冲孔模具和所述二冲冲孔模具的底座安装位置设有主体移动安装槽,所述一冲冲孔模具和所述二冲冲孔模具在前后方向的投影重合,所述一冲冲孔模具和所述二冲冲孔模具的底部上端面与所述上料输送带的上端面在同一平面上,所述主体移动安装槽的正面位于所述一冲冲孔模具的前端上侧位置设有能够进行前后移动配合的推板定位配合装置,所述主体移动安装槽的后侧位于所述二冲冲孔模具的上端位置设有能够进行前后方向移动配合的后定位装置,通过所述推板定位配合装置和所述后定位装置能够将加工的工件进行前后方向的定位紧固配合,所述模具主体支撑座的上端位于所述二冲冲孔模具的正右侧设有能够进行左右移动配合的二冲定位装置,所述上料输送带的右侧靠近所述切头加工组件的位置的前后两侧设有相互配合使用的进料定位滚轮。
4、进一步的,所述二冲定位装置的前后两侧与工件配合位置分别设有一个避位安全倒角结构。
5、进一步的,所述推板定位配合装置的后侧左右两侧设有与工件紧密配合的圆弧形配合面。
6、进一步的,所述推板定位配合装置通过气缸进行移动控制。
7、本实用新型的有益效果:
8、1.在使用时只需要一付模具完成,省掉物料的转运,节约了运料时间,同时一付模具只需要一台冲床,节约成本,也只需要一个人操作,节省了人力。
9、2.相对于现有的加工,使得整个冲落过程能够连续完成,实现了自动化,提高了整体加工时的效率。
10、3.因为链板定位方向一致,二冲后的光亮带更均匀,保障加工质量更好。
11、4.进料、出料方向垂直,相比较久模具方向相同,要节省了很大的空间。
12、5.在加工时能够保障链板定位方向一致,冲孔的质量稳定性能够有效提高,光亮带质量更高,产品质量的整体质量也更高。
技术特征:
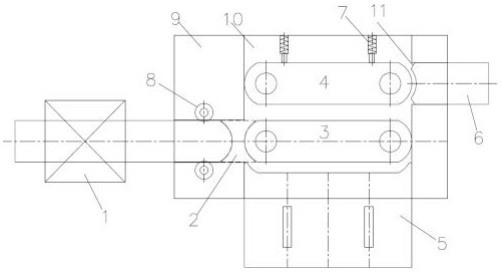
1.一种改进的多工位成型模,其特征在于:包括自动送料机(1),所述自动送料机(1)的上端为上料输送带,所述自动送料机(1)的右侧配合模具主体支撑座(9)进行配合使用,所述模具主体支撑座(9)的上端位于所述上料输送带的右侧位置设有左右为圆弧形的切头加工组件(2),所述切头加工组件(2)的左右两侧为圆弧形刀头结构,所述切头加工组件(2)的右侧安装配合有一冲冲孔模具(3),所述一冲冲孔模具(3)的后侧设有平行的二冲冲孔模具(4),所述一冲冲孔模具(3)和所述二冲冲孔模具(4)的底座均放置在所述模具主体支撑座(9)上的上端,所述一冲冲孔模具(3)和所述二冲冲孔模具(4)的底座安装位置设有主体移动安装槽(10),所述一冲冲孔模具(3)和所述二冲冲孔模具(4)在前后方向的投影重合,所述一冲冲孔模具(3)和所述二冲冲孔模具(4)的底部上端面与所述上料输送带的上端面在同一平面上,所述主体移动安装槽(10)的正面位于所述一冲冲孔模具(3)的前端上侧位置设有能够进行前后移动配合的推板定位配合装置(5),所述主体移动安装槽(10)的后侧位于所述二冲冲孔模具(4)的上端位置设有能够进行前后方向移动配合的后定位装置(7),通过所述推板定位配合装置(5)和所述后定位装置(7)能够将加工的工件进行前后方向的定位紧固配合,所述模具主体支撑座(9)的上端位于所述二冲冲孔模具(4)的正右侧设有能够进行左右移动配合的二冲定位装置(6),所述上料输送带的右侧靠近所述切头加工组件(2)的位置的前后两侧设有相互配合使用的进料定位滚轮(8)。
2.根据权利要求1所述的一种改进的多工位成型模,其特征在于:所述二冲定位装置(6)的前后两侧与工件配合位置分别设有一个避位安全倒角结构(11)。
3.根据权利要求1所述的一种改进的多工位成型模,其特征在于:所述推板定位配合装置(5)的后侧左右两侧设有与工件紧密配合的圆弧形配合面。
4.根据权利要求1所述的一种改进的多工位成型模,其特征在于:所述推板定位配合装置(5)通过气缸进行移动控制。
技术总结
本技术涉及链板生产加工设备技术领域,尤其涉及一种改进的多工位成型模。本技术采用的技术方案是:包括自动送料机,所述自动送料机的上端为上料输送带,所述自动送料机的右侧配合模具主体支撑座进行配合使用,所述模具主体支撑座的上端位于所述上料输送带的右侧位置设有左右为圆弧形的切头加工组件,所述切头加工组件的左右两侧为圆弧形刀头结构,所述切头加工组件的右侧安装配合有一冲冲孔模具,所述一冲冲孔模具的后侧设有平行的二冲冲孔模具。本技术的优点是:在整体加工时将本成型模具放置在一个冲床上即可完成全部加工,能够保障不同冲孔模具加工时的加工精度,不仅提高了整体的加工效率,同时也能保障加工时的产品质量。
技术研发人员:黄伟达,黄雅丹,陆秀龙,夏占豪,拱建军
受保护的技术使用者:新豪轴承(泰州)有限公司
技术研发日:20221209
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!