一种离心风机进风道焊接工装的制作方法
本技术涉及焊接工装,具体涉及一种离心风机进风道焊接工装。
背景技术:
1、目前我国批量大的标准型号离心风机进风道采用的是旋压成型,无需焊接,变形小。但在很多场合使用的是非标风机,必然使用非标的进风道,旋压加工需要开模具,非标风机批量小种类多开模具不适用(开模具周期长,成本高),所以采用焊接工艺更合适。因此根据行业和市场实际情况开发设计了此工装。
技术实现思路
1、为解决上述问题,提出了以下技术方案:
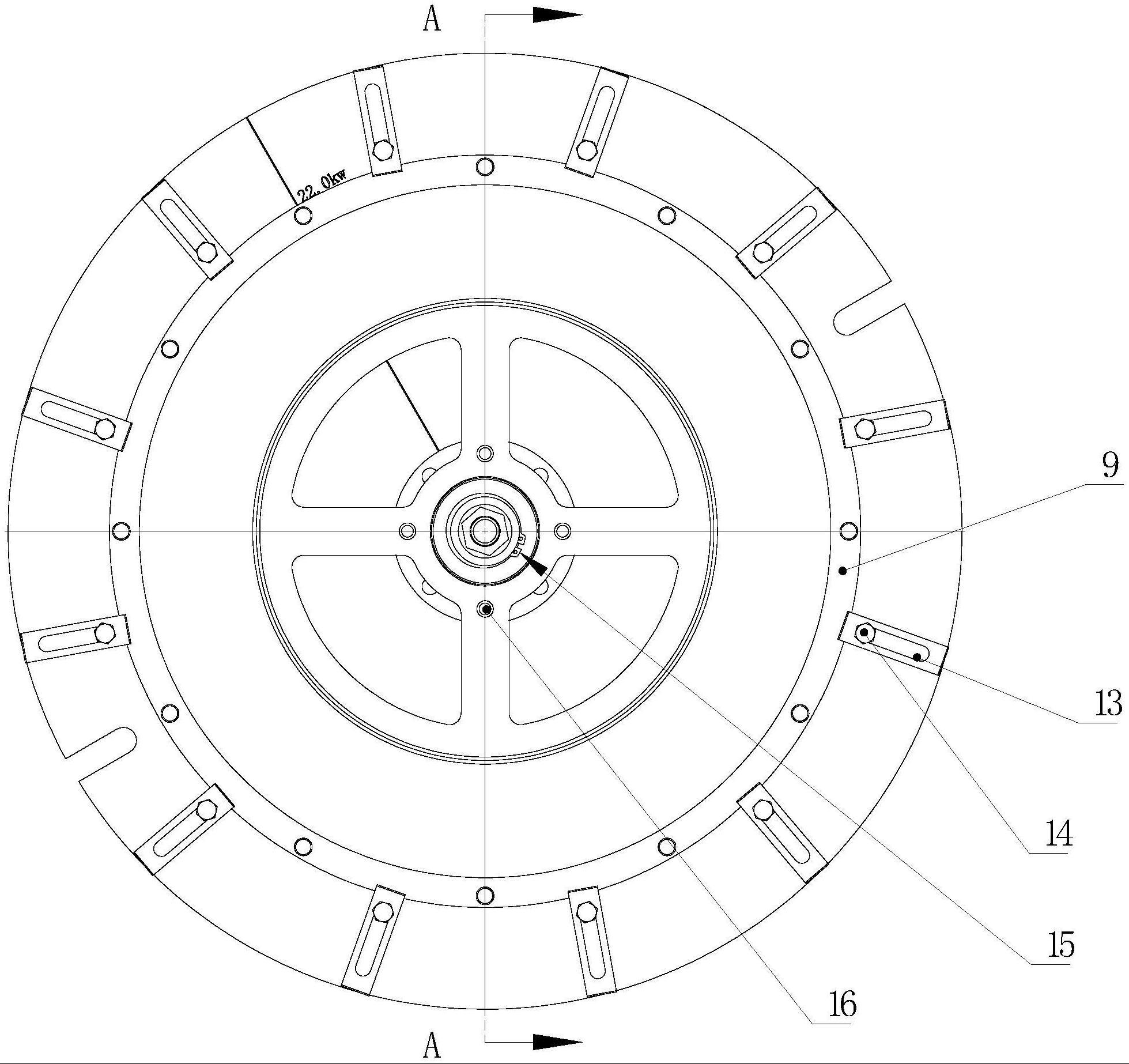
2、一种离心风机进风道焊接工装,包括底板,底板平面上钻有与进风道适配对应的销孔和压板孔,进风道法兰上的安装孔与底板上的销孔对齐,安装孔和销孔内插有销子,通过m10x35六角螺栓和按压板将进风道法兰固定在底板上,底板的中心通过焊接的方式与加高座连接。
3、进一步的,还包括定位轴,定位轴,通过螺纹连接与底板上的加高座连接。
4、进一步的,还包括活动装置,活动装置安装在定位轴的上端,活动装置包括套筒二、法兰螺母、套筒一、推力球轴承、轴用弹性挡圈,活动装置通过法兰螺母与定位轴连接。
5、进一步的,还包括定型压板和套筒二,定型压板通过m12x40六角螺栓安装在套筒二上。
6、本实用新型有益效果如下:
7、本实用新型公开了一种离心风机进风道焊接工装,本工装设计巧妙,结构简单,实用性强,只需更换简单部件即可实现不同型号风机进风道的焊接。
8、优点1:专为解决研制阶段及中小批量的非标风机的进风道焊接而设计。解决了进风道焊接时法兰、锥筒、直筒3个部件存在变形大、不同心的问题。因进风道锥筒和进风道直筒为激光展开后下料,然后卷圆(锥)成型,形状不规则,组焊时难以保证3个部件同心(不同心会导致装配时进风道与叶轮间隙不均匀产生干涉)。
9、优点2:过去进风道法兰盘由原来的整体下料(材料利用率低),改为现在的分段下料再拼焊成整圆(材料利用率提高了3倍)。举例:假如需要加工一个φ480xφ450x3的法兰,同样是500x500x3大小的原材料,如果安装法兰加工成整体,那么500x500x3的板料只够加工1件安装法兰,中间φ480的部分被浪费。如果分段下料(4等分),再拼接成一个整体,则相同规格的材料可以制作3个完整的法兰,极大的提高了材料利用率。(采取拼接的方式,必须有工装定位装夹方能保证尺寸)
10、使用此工装焊接进风道,不仅提高了焊接质量,还提高了材料利用率,降低了成本,此工装在本单位的生产运用中,取得了良好效果。
技术特征:
1.一种离心风机进风道焊接工装,其特征在于:包括底板(1),所述底板(1)平面上钻有与进风道适配对应的销孔和压板孔,进风道法兰(9)上的安装孔与底板(1)上的销孔对齐,安装孔和销孔内插有销子,通过m10x35六角螺栓(14)和按压板(13)将进风道法兰(9)固定在底板(1)上,底板(1)的中心通过焊接的方式与加高座(8)连接。
2.根据权利要求1所述的一种离心风机进风道焊接工装,其特征在于:还包括定位轴(4),所述定位轴(4),通过螺纹连接与底板(1)上的加高座(8)连接。
3.根据权利要求2所述的一种离心风机进风道焊接工装,其特征在于:还包括活动装置,所述活动装置安装在定位轴(4)的上端,所述活动装置包括套筒二(3)、法兰螺母(5)、套筒一(6)、推力球轴承(7)、轴用弹性挡圈(15),所述活动装置通过法兰螺母(5)与定位轴(4)连接。
4.根据权利要求3所述的一种离心风机进风道焊接工装,其特征在于:还包括定型压板(2)和套筒二(3),定型压板(2)通过m12x40六角螺栓(16)安装在套筒二(3)上。
技术总结
本技术公开了一种离心风机进风道焊接工装,包括底板,底板平面上钻有与进风道适配对应的销孔和压板孔,进风道法兰上的安装孔与底板上的销孔对齐,安装孔和销孔内插有销子,通过M10x35六角螺栓和按压板将进风道法兰固定在底板上,底板的中心通过焊接的方式与加高座连接。本工装设计巧妙,结构简单,实用性强,只需更换简单部件即可实现不同型号风机进风道的焊接。
技术研发人员:杨世金,徐建
受保护的技术使用者:湖南天能电机制造有限公司
技术研发日:20221209
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!