一种手机防水装配面用铣刀的制作方法
1.本实用新型涉及铣刀技术领域,具体涉及一种手机防水装配面用铣刀。
背景技术:
2.铣刀,是用于铣削加工的、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于在铣床上加工平面、台阶、沟槽、成形表面和切断工件等。在手机屏幕安装部位的加工中,通常需要使用立铣刀加工屏幕的四周的装配面,然后用成型刀加工底部防水面。两次的不同刀具的加工,需要进行两次的装夹,而两次装夹会导致防水面与装配面产生位置度超差,造成屏幕安装后不平整或防水等级降低,因此必须增加其他工艺才能完成需求
3.上述问题是本领域亟需解决的问题。
技术实现要素:
4.本实用新型要解决的技术问题是提供一种手机防水装配面用铣刀,从而能够避免两次装夹,提高生产的效率以及良品率。
5.为了解决上述技术问题,本实用新型提供的方案是:一种手机防水装配面用铣刀,包括刀柄,安装面设置于所述刀柄的一端,切削部设置于所述安装面的表面上;
6.所述切削部呈梯形状,所述切削部包括安装面刃面、防水刃面和连接刃面,所述防水刃面为斜面,且位于所述安装面刃面的内侧,所述连接刃面连接所述安装面刃面和所述防水刃面;
7.所述防水刃面与所述刀柄中心线的夹角为4
°‑6°
,所述安装面刃面与所述刀柄中心线的夹角为4
°‑6°
。
8.作为本实用新型的进一步改进,所述切削部与所述刀柄中心的间隙为0.05mm。
9.作为本实用新型的进一步改进,所述防水刃面与所述刀柄中心线的夹角为5
°
,所述安装面刃面与所述刀柄中心线的夹角为5
°
。
10.作为本实用新型的进一步改进,所述安装面刃面的长度为0.15mm。
11.作为本实用新型的进一步改进,所述防水刃面与所述安装面采用半径为0.1mm的圆角过渡,所述安装面刃面与所述连接刃面采用半径为0.1mm的圆角过渡。
12.本实用新型的有益效果:
13.本实用新型结构合理、简单,操作便捷,将安装面刃面和防水刃面相结合,进而能够改变刀具结构,实现立铣刀与防水面刀具的结合,两种加工面集成到一把刀具上避免两次装夹,有效提高生产效率及良品率;同时严格控制刀具的公差,保证加工精度及防水要求。
附图说明
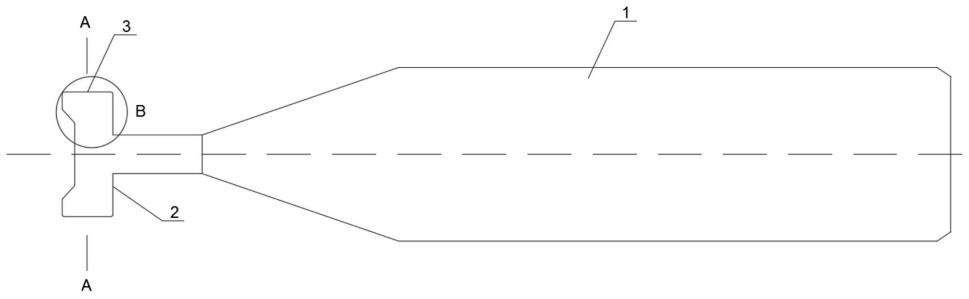
14.图1是本实用新型的结构示意图;
15.图2是图1中b部的放大示意图;
16.图3是图1中a-a部的剖面示意图;
17.图4是本实用新型加工装配面的示意图;
18.图5是本实用新型加工防水面的示意图。
19.附图标记:1、刀柄;2、安装面;3、切削部;31、安装面刃面;32、防水刃面;33、连接刃面。
具体实施方式
20.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
21.参照图1至图5所示,为本实用新型的一实施例,包括刀柄1,刀柄1的一端面设置有安装面2,在安装面2上设置有若干的切削部3,切削部3均匀设置在安装面2上。其中,切削部3包括安装面刃面31、防水刃面32和连接刃面33,连接刃面33的两端与安装面刃面31和防水刃面32,安装面刃面31位于外侧,防水刃面32为斜面且位于内侧。在对手机进行加工时,将刀柄1安装在加工中心上,之后对手机的正面屏幕进行装夹。装夹完毕后,安装面刃面31对手机屏幕的装配面进行加工,加工完成后,再移动铣刀,使得防水刃面32能够对手机屏幕的防水面进行加工。因此只需要将手机屏幕装夹一次,就能够对装配面和防水面进行加工,能够有效避免两次装夹带来的误差,同时还能够提高生产的效率。
22.由于防水面的加工要求更高,因此在设计中,防水刃面32与刀柄1中心线的夹角为4
°‑6°
之间,安装面刃面31与刀柄1中心线的夹角为4
°‑6°
之间,能够有效地提高对防水面加工的光度。最优的角度选择为,防水刃面32与刀柄1中心线的夹角为5
°
,安装面刃面31与刀柄1中心线的夹角为5
°
。
23.如图3所示,切削部3与刀柄1中心的间隙为0.05mm,使得防水刃面32能够右斜,使得安装面刃面31和防水刃面32能够得到相适应地匹配,为防水刃面32更多的倾斜,能够提高对防水面加工的光洁度。
24.本实施例中,将安装面刃面31的长度设置为0.15mm,该长度在满足装配面加工的同时,尽可能地提高防水面加工的需求。
25.本实施例中,防水刃面32与安装面2采用半径为0.1mm的圆角过渡,安装面刃面31与连接刃面33采用半径为0.1mm的圆角过渡。更加利于装配面和防水面的加工。
26.在手机屏幕装夹完成后,通过安装面刃面31和防水刃面32分别对手机屏幕的装配面和防水面进行加工。只需要将手机屏幕装夹一次,就能够对装配面和防水面进行加工,有效避免两次装夹带来的误差,同时还能够提高生产的效率。
27.应当理解的是,当在本说明书中如使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
28.如出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等,其所指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
29.如出现术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相
对重要性。
30.除非另有明确的规定和限定,如出现术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
31.以上所述仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种手机防水装配面用铣刀,包括刀柄(1),其特征在于,安装面(2)设置于所述刀柄(1)的一端,切削部(3)设置于所述安装面(2)的表面上;所述切削部(3)呈梯形状,所述切削部(3)包括安装面刃面(31)、防水刃面(32)和连接刃面(33),所述防水刃面(32)为斜面,且位于所述安装面刃面(31)的内侧,所述连接刃面(33)连接所述安装面刃面(31)和所述防水刃面(32);所述防水刃面(32)与所述刀柄(1)中心线的夹角为4
°‑6°
,所述安装面刃面(31)与所述刀柄(1)中心线的夹角为4
°‑6°
。2.如权利要求1所述的一种手机防水装配面用铣刀,其特征在于,所述切削部(3)与所述刀柄(1)中心的间隙为0.05mm。3.如权利要求1所述的一种手机防水装配面用铣刀,其特征在于,所述防水刃面(32)与所述刀柄(1)中心线的夹角为5
°
,所述安装面刃面(31)与所述刀柄(1)中心线的夹角为5
°
。4.如权利要求1所述的一种手机防水装配面用铣刀,其特征在于,所述安装面刃面(31)的长度为0.15mm。5.如权利要求1所述的一种手机防水装配面用铣刀,其特征在于,所述防水刃面(32)与所述安装面(2)采用半径为0.1mm的圆角过渡,所述安装面刃面(31)与所述连接刃面(33)采用半径为0.1mm的圆角过渡。
技术总结
本实用新型涉及铣刀技术领域,具体涉及一种手机防水装配面用铣刀。包括刀柄,安装面设置于所述刀柄的一端,切削部设置于所述安装面的表面上;所述切削部呈梯形状,所述切削部包括安装面刃面、防水刃面和连接刃面,所述防水刃面为斜面,且位于所述安装面刃面的内侧,所述连接刃面连接所述安装面刃面和所述防水刃面;所述防水刃面与所述刀柄中心线的夹角为4
技术研发人员:王耀江 严景峰 李美芳 纪迪
受保护的技术使用者:国宏工具系统(无锡)股份有限公司
技术研发日:2022.12.09
技术公布日:2023/3/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1