斜拉涨紧液压夹具装置的制作方法
本技术涉及机械设备,具体为斜拉涨紧液压夹具装置。
背景技术:
1、夹具是指机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具,从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具,随着产品的复杂性多样性,产品生产节拍,工艺优化,加工成本及加工精度要求越来越高,现有泵体夹具无法满足加工需要。泵体以前需要五到工序,四台设备才能满足加工节拍,其生产成本较大且占用空间较大。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了斜拉涨紧液压夹具装置,解决了上述背景技术中提出的问题。
3、(二)技术方案
4、为实现以上目的,本实用新型通过以下技术方案予以实现:斜拉涨紧液压夹具装置,包括底板,所述底板上设有可进行调节的桥板且所述桥板用于放置产品,所述桥板中设有用于对产品进行定位并夹紧的装夹结构。
5、优选的,所述桥板上设有用于对不同规格产品进行定位并夹紧的装夹结构,所述装夹结构中分别设有用于对不同规格产品进行定位的夹具定位组件a与夹具定位组件b。
6、优选的,所述夹具定位组件a是由两个相同的夹具定位单元a组成,所述夹具定位组件b是由两个相同的夹具定位单元b组成。
7、优选的,所述夹具定位单元a中与夹具定位单元b中分别设有z向定位块a、z向定位块b、z向定位块c以及y向定位柱且所述z向定位块a的顶端、z向定位块b的顶端、z向定位块c的顶端连接有支撑柱,所述夹具定位单元a与夹具定位单元b中分别设有与支撑柱相连的斜拉涨紧结构。
8、优选的,所述夹具定位单元a中还设有x向定位垫块a、x向定位垫块b以及多个x型定位块a,所述夹具定位单元a中其中一个支撑柱的端部与其中一个x型定位块a相连且该x型定位块a安装于x向定位垫块a中,所述夹具定位单元a中另一个支撑柱的端部与另一个x型定位块a相连且该x型定位块a安装于x向定位垫块b中,所述夹具定位单元b中还设有x向定位垫块c、x向定位垫块b以及多个x向浮动推块a,所述夹具定位单元b中每个支撑柱的端部均与x向浮动推块a相连且该x向浮动推块a安装于x向定位垫块b中,所述夹具定位单元a中相邻的支撑柱的上方以及夹具定位单元b中相邻的支撑柱的上方均设有双边压板。
9、优选的,所述双边压板下方设有用于对产品进行压紧的旋转油缸a,所述桥板的后端部设有用于对y向定位柱进行压紧的旋转油缸b。
10、优选的,所述斜拉涨紧结构包括可进行小幅度位移且调节的x向浮动推块b,所述x向浮动推块b与支撑柱的另一端相连且带动支撑柱进行小幅度位移且调节。
11、优选的,所述桥板的下方设有与桥板相连的直线油缸且直线油缸的输出端通过拉杆带动x向浮动推块b进行上下位移。
12、优选的,所述底板的上方设有向上延伸的立柱架且立柱架中设有与桥板相连的且可带动桥板进行转动的六油路回转芯轴。
13、优选的,所述立柱架的外部设有用于对六油路回转芯轴进行定位的分度头防转块。
14、泵体以前需要五到工序,四台设备才能满足加工节拍。本专利只需要两台设备就能满足加工。本专利采用3+2四轴转台加工两种不同型号产品,由于工件一次装夹大大提高了加工效率,优化工艺,及产品的精度一致性。本专利使用了一种新型斜拉涨紧机构,解决了产品对于加工颤动所需要的高稳定性夹紧力。本夹具还附带气密检测功能,高效解决产品由于上料不规范而导致产品加工不合格。
15、泵体夹具定位说明:
16、泵体液压夹具采用六点定位原理,工件底部三点固定支撑柱,y向定位一处可快速更换,可快速调节定位块,其由于夹具提高效率满足两款不同产品,定位块需要调节,x向定位有两处定位面,其定位面带齿增加夹具的摩擦力及夹紧力。
17、泵体夹具夹紧说明:
18、夹具正上方有一只高性能液压旋转油缸,压紧产品保证产品贴紧定位面,由于z向需要加工,液压缸通过m代码实现。夹具侧向有一只高精度液压旋转油缸压紧y向定位柱,点对点压紧,由于y向需要加工,液压缸通过m代码实现。夹具x向有一处带斜拉涨紧机构液压装置且带浮动压紧保证夹紧力稳定可靠。
19、该斜拉涨紧液压夹具装置,只需要两台设备就能满足加工。该结构可同时对两种不同型号进行加工,大大提高了加工效率,优化工艺,及产品的精度一致性。解决了产品对于加工颤动所需要的高稳定性夹紧力。高效解决产品由于上料不规范而导致产品加工不合格。
技术特征:
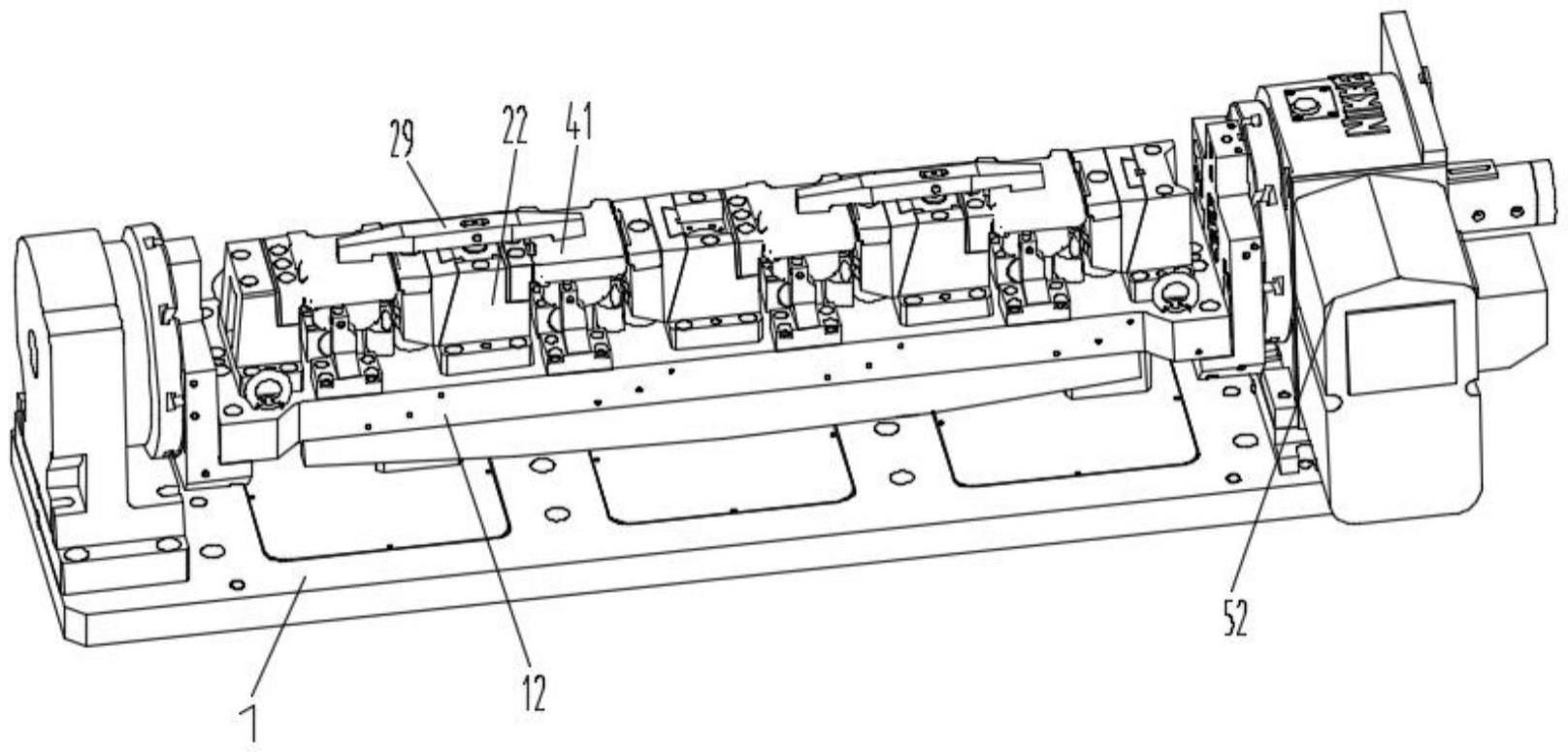
1.斜拉涨紧液压夹具装置,包括底板(1),其特征在于:所述底板(1)上设有可进行调节的桥板(12)且所述桥板(12)用于放置产品,所述桥板(12)中设有用于对产品进行定位并夹紧的装夹结构(42)。
2.根据权利要求1所述的斜拉涨紧液压夹具装置,其特征在于:所述桥板(12)上设有用于对不同规格产品进行定位并夹紧的装夹结构(42),所述装夹结构(42)中分别设有用于对不同规格产品进行定位的夹具定位组件a(43)与夹具定位组件b(44)。
3.根据权利要求2所述的斜拉涨紧液压夹具装置,其特征在于:所述夹具定位组件a(43)是由两个相同的夹具定位单元a(45)组成,所述夹具定位组件b(44)是由两个相同的夹具定位单元b(46)组成。
4.根据权利要求3所述的斜拉涨紧液压夹具装置,其特征在于:所述夹具定位单元a(45)中与夹具定位单元b(46)中分别设有z向定位块a(19)、z向定位块b(20)、z向定位块c(21)以及y向定位柱(31)且所述z向定位块a(19)的顶端、z向定位块b(20)的顶端、z向定位块c(21)的顶端连接有支撑柱(47),所述夹具定位单元a(45)与夹具定位单元b(46)中分别设有与支撑柱(47)相连的斜拉涨紧结构(48)。
5.根据权利要求4所述的斜拉涨紧液压夹具装置,其特征在于:所述夹具定位单元a(45)中还设有x向定位垫块a(15)、x向定位垫块b(22)以及多个x型定位块a(17),所述夹具定位单元a(45)中其中一个支撑柱(47)的端部与其中一个x型定位块a(17)相连且该x型定位块a(17)安装于x向定位垫块a(15)中,所述夹具定位单元a(45)中另一个支撑柱(47)的端部与另一个x型定位块a(17)相连且该x型定位块a(17)安装于x向定位垫块b(22)中,所述夹具定位单元b(46)中还设有x向定位垫块c(23)、x向定位垫块b(22)以及多个x向浮动推块a(39),所述夹具定位单元b(46)中每个支撑柱(47)的端部均与x向浮动推块a(39)相连且该x向浮动推块a(39)安装于x向定位垫块b(22)中,所述夹具定位单元a(45)中相邻的支撑柱(47)的上方以及夹具定位单元b(46)中相邻的支撑柱(47)的上方均设有双边压板(29)。
6.根据权利要求5所述的斜拉涨紧液压夹具装置,其特征在于:所述双边压板(29)下方设有用于对产品进行压紧的旋转油缸a(49),所述桥板(12)的后端部设有用于对y向定位柱(31)进行压紧的旋转油缸b(50)。
7.根据权利要求6所述的斜拉涨紧液压夹具装置,其特征在于:所述斜拉涨紧结构(48)包括可进行小幅度位移且调节的x向浮动推块b(32),所述x向浮动推块b(32)与支撑柱(47)的另一端相连且带动支撑柱(47)进行小幅度位移且调节。
8.根据权利要求7所述的斜拉涨紧液压夹具装置,其特征在于:所述桥板(12)的下方设有与桥板(12)相连的直线油缸(51)且直线油缸(51)的输出端通过拉杆(28)带动x向浮动推块b(32)进行上下位移。
9.根据权利要求8所述的斜拉涨紧液压夹具装置,其特征在于:所述底板(1)的上方设有向上延伸的立柱架(52)且立柱架(52)中设有与桥板(12)相连的且可带动桥板(12)进行转动的六油路回转芯轴(40)。
10.根据权利要求9所述的斜拉涨紧液压夹具装置,其特征在于:所述立柱架(52)的外部设有用于对六油路回转芯轴(40)进行定位的分度头防转块(10)。
技术总结
本技术涉及机械设备技术领域,具体为斜拉涨紧液压夹具装置,包括底板,所述底板上设有可进行调节的桥板且所述桥板用于放置产品,所述桥板中设有用于对产品进行定位并夹紧的装夹结构。该斜拉涨紧液压夹具装置,只需要两台设备就能满足加工。该结构可同时对两种不同型号进行加工,大大提高了加工效率,优化工艺,及产品的精度一致性。解决了产品对于加工颤动所需要的高稳定性夹紧力。高效解决产品由于上料不规范而导致产品加工不合格。
技术研发人员:刘校
受保护的技术使用者:杭州铁泰自动化科技有限公司
技术研发日:20221208
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!